Diesen Artikel wollte ich eigentlich schon vor Wochen, wenn nicht Monaten geschrieben haben. Jetzt, da er online ist, bedeutet das aber auch gleichzeitig, dass der Schwedenmauser endlich so schießt, wie ich mir das vorgestellt habe! War nochmal richtig spannend in den letzten beiden Wochen, denn ich wollte rechtzeitig vor dem nächsten Longe-Range-Event fertig werden. Tja, den Kampf habe ich dank gebrochener Klemmung an beiden Montageringen (zu fest an der Pica-Schiene angezogen) und dank eines Defekts am Zielfernrohr leider verloren… Die Schussbilder von diesem Tag erspare ich Euch mal.
Das ZF wurde kurzerhand ersetzt, auf dem Schwedenmauser ist nun -wie bei meiner Savage 10BA auch – Altbewährtes montiert: Ein Sightron S-III 8-32×56 – nur diesmal mit 1/4-MOA-Klickverstellung.
Zurück auf der 100m-Bahn ging es dann ans Einschießen mit nachfolgenden Ergebnissen. Alle Schussbilder zeigen 5-Schuss-Gruppen, sitzend mit Zweibein und Sandsack am Hinterschaft. Die Laborierungen gibt es gleich dazu. Schlechtere Ergebnisse von anderen Laborierungen zeige ich hier nicht mehr, davon gab es im ersten Teil des Beitrags bereits genug.
Achtung, für die Richtigkeit der Ladedaten wird keine Garantie übernommen! Wiederlader handeln auf eigenes Risiko!
Hülse: Lapua Match, Kailber 6,5×55 Swedish Mauser
Zündhütchen: Federal Ammunition FA 210
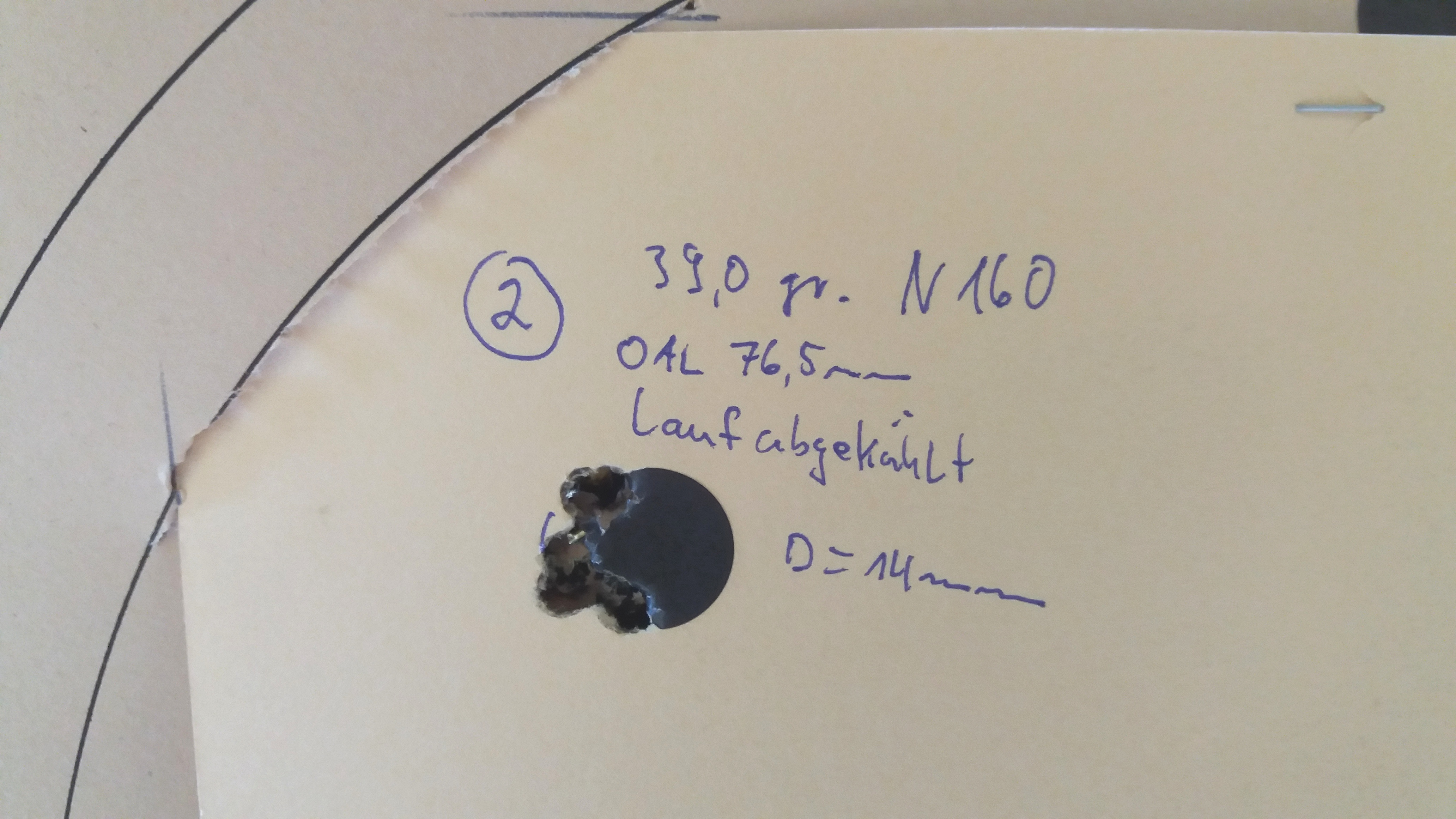
Pulver: Vihtavuori N160
Menge: 39,0 gr.
Geschoss: Lapua Scenar HPBT, 139gr.
OAL: 76,5mm
Crimp: keiner
Hülse: Lapua Match, Kailber 6,5×55 Swedish Mauser
Zündhütchen: Federal Ammunition FA 210
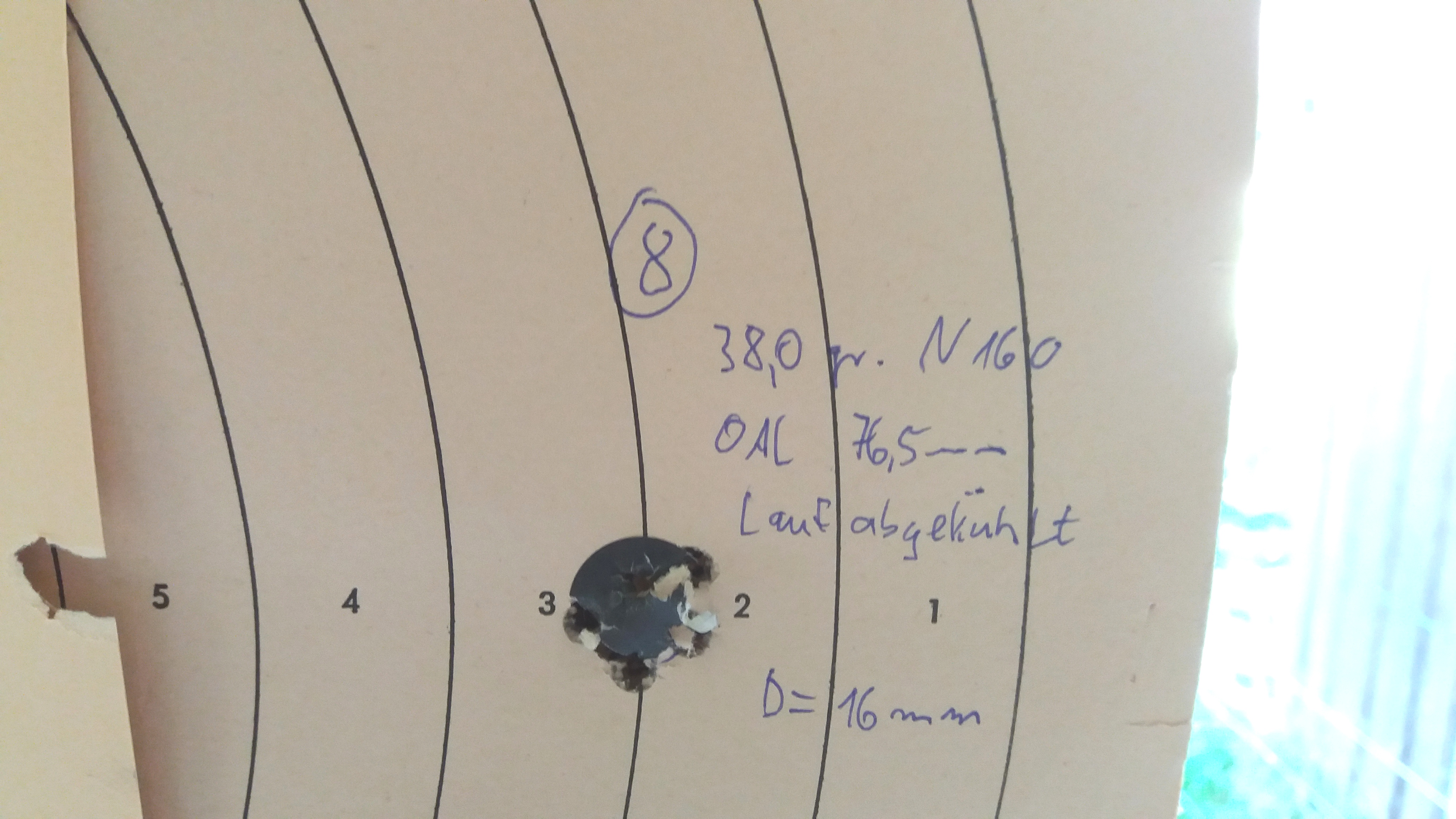
Pulver: Vihtavuori N160
Menge: 38,0 gr.
Geschoss: Lapua Scenar HPBT, 139gr.
OAL: 76,5mm
Crimp: keiner
Die Laborierung mit 39,0 gr. N160 liefert auch auf 300m sehr gute Ergebnisse. Geschossen wurde liegend aufgelegt mit Zweibein und Sandsack am Hinterschaft.
Der folgende Beitrag illustriert punktuell die Entstehung des Schafts in der Version 1.0. Schon während der Herstellungen mussten einige Anpassungen des Designs vorgenommen bzw. bestimmte Teile, aufgrund der groben Vorplanung, bei der Fertigung entwickelt werden.
Die V1.0, so viel steht schon fest, wird nicht die Letzte sein. Einige Anpassungen sind, bedingt durch verschiedene Faktoren wie dem Gewicht, im Hinblick auf die geplante Nutzung für BDMP ZG3 und BDS 4109 notwendig.
Einige Herstellungsschritte sind nicht auf Bildern festgehalten, daher tauchen immer mal wieder einfach „fertige“ Bauteile auf.
Los geht’s mit dem Kunststoff (PA6) Block um den Lauf zur Klemmung im barrel block. Die Idee war eine Entkopplung der Schwingung zwischen Schaft und System. Der Kunststoffblock ist die einzige Verbindung zwischen Schaft und System, abgesehen von der Abzugsstange am Abzug.
Die Klemmung erfolgt auf 150mm Länge. Da der verfügbare Maschinenpark kein 150mm lange Loch mit der notwendigen Toleranz herstellen kann, wird der Block in 5 Abschnitte à 30mm aufgeteilt. Die Blöcke sind von den Außenabmessungen etwas größer als notwendig. Die Löcher werden per Bohrer und dann per Ausdrehkopf mit einer angefertigten Lehre mit Laufdurchmesser auf saugende Passung gebracht. Abschließen werden die Blöcke wie eine Spannzange geschlitzt.
Die fertigen Blöcke kommen werden auf den Lauf aufgeschoben, der lauf horizontal ausgerichtet und anschließend die Blöcke entlang der Laufachse auf das passende Maß überfräst. Das liefert am Ende das achtkantige Profil, wie schon in Teil 3 zu sehen.
Der barrel block wird ebenso achtkantig ausgefräst, die 45° Flächen stufig vorgefräst und dann mit einem entsprechenden Fräskopf nachgefräst. Dabei liegen, nach der Planung, nur die 45° von der senkrechten oder waagrechten geneigten Flächen des Kunststoffs am Aluminium an. Hier findet 7075 T6 Aluminium Verwendung, lediglich die später gezeigten Rohre und Profile bestehen aus anderen Legierungen (6060).
Für die Klemmung im Block werden beidseitig je 5 Löcher gebohrt und gesenkt. Aus Gründen des geplanten Anzugsmoments der Schrauben wird auf Gewinde im Alu verzichtet und eine Mutter vorgesehen. Im Nachhinein erweist sich das als über-vorsichtig bzw. nicht notwendig und unästhetisch.
Der Block wird allseitig überfräst und angefast. Dazu erhält die Fräsmaschine einen automatischen Vorschub 😉
Die zu diesem Zeitpunkt gefertigten Teile, Basisschiene, barrel block und äußere Systemhülse, finden zusammen. hier werden erste Zweifel bezüglich des Gewichts wach.
Die innere Systemhülse wird gefertigt und in der Äußeren geführt. Ebenso der Kammerstengel. Im Zuge der weiteren Arbeiten stellt sich heraus, das die Führung der Hülsen ineinander ohne feste Verbindung von innerer Hülse und Verschluss nicht funktioniert. Bis zur funktionierenden V1.0 wird die innere Hülse stark reduziert, bis nur noch eine ca. 15 mm breite Verlängerung übrig bleibt. Hier wird eine Veränderung in V2.0 stattfinden, da die Konstruktion, aufgrund der Geometrie des Verschlusses und der Hülse, nicht spielfrei genug gefertigt werden konnte.
Es folgt der Vorderschaft und seine Befestigung. Der Vorderschaft ist aus einem Aluminiumprofil 40x80L I-Typ Nut 8 gefertigt.
Griff und weitere Teile wie die Schaftbacke und zugehörige Teile werden gefertigt.
Nicht abgebildet sind ZF-Schiene, Ausarbeitung des Griffs und weitere Detailarbeiten an den gezeigten Teilen. Es werden auch erste Gewichtsreduzierungen durchgeführt, bspw. an der Basisschiene. Auf den Bildern sind einige Details der Basisschiene zu erkennen. So z.B. der Magazinschaft für den späteren Umbau von Einzellader auf Mehrlader in V2.0 sowie der lange Schlitz zur Aufnahme des Abzugsgehäuses.
Fertige V1.0 und Schussbilder von der Einschießprozedur in Teil 6.
Die Entwicklung eines taktischen Schafts für den Schwedenmauser hat lange Zeit in Anspruch genommen und ein gelungener Abschluss dazu wäre sicherlich ein tolles Schussbild mit einer Ladeempfehlung gewesen. Kleine Streukreise hatte ich anfangs tatsächlich, allerdings hat sich das Schussbild mit der Zeit zusehends verschlechtert, sodass ich diesem Umstand erstmal auf den Grund gehen musste…
Das hat mich leider geschlagene 6 Wochen auf Trab gehalten und während ich diese Zeilen hier schreibe, drängt sich mir der Gedanke auf, dass ich es auch erheblich leichter hätte haben können. Ich musste mal wieder mein eigenes Süppchen kochen und habe mich bei der Wahl des Pulvers an den Hersteller Lovex geklammert, mit dem ich für meine Savage 10 BA und meine Hera Arms The 15th bereits sehr gute Ergebnisse erzielen konnte. Letztlich braucht man nur in diversen Foren nachzulesen, welche Ladedaten andere Sportschützen so veröffentlichen und Lovex ist da nicht so häufig vertreten, das S065 schonmal gar nicht.
Achtung, für die Richtigkeit der Ladedaten im Verlauf dieses Artikels wird keine Garantie übernommen! Wiederlader handeln auf eigenes Risiko!
Ausgangssituation
Stolz wie Oskar habe ich mit meiner ersten oder zweiten Laborierung sogar eine Vereinsmeisterschaft der DSU mit ca. 20 Teilnehmern gewonnen, die Wettkampfentfernung betrug 100m. Vom Ergebnis habe ich leider kein Bild gemacht, allerdings kann das nachfolgende Bild stellvertretend einen Eindruck der damaligen Präzision vermitteln:
Mein Schwedenmauser M/63 hat übrigens einen 27″ langen Lauf von Schulz und Larsen. Die damalige Laborierung war folgende:
Hülse: Lapua Match, Kailber 6,5×55 Swedish Mauser
Zündhütchen: Federal Ammunition FA 210
Pulver: LOVEX S065
Menge: 40,0 gr.
Geschoss: Nosler HPBT Custom Competition, 140gr.
OAL: 79,3mm
Crimp: keiner
Der Ausreißer unterhalb der Gruppe hat mich damals noch nicht stutzig gemacht, das sollte sich aber bald ändern. Mit der Zeit hat sich das Schussbild derart verschlechtert, dass ich mir ernsthaft Sorgen gemacht habe, ob es nicht vielleicht an dem neu entwickelten Schaft liegen könnte. Hinweisen von Kollegen, dass die Systemschrauben vielleicht zu stark angezogen sein könnten, bin ich ebenfalls nachgegangen – so entstanden diverse Schussgruppen auch mit unterschiedlichen Anzugsmomenten der Systemschrauben. Gleichermaßen habe ich mir Gedanken darüber gemacht, dass der Lauf im originalen Schwedenmauser ja nicht freischwingend ist. So habe ich zusätzlich versucht, die Laufschwingung mittles untergelegter Klötzchen zu beeinflussen.
Und so sahen die Schussbilder mit allen erdenklichen veränderbaren Parametern aus, allesamt nicht zufrieden stellend:
Neues Pulver
Wie gesagt, ich habe mich viel zu lange daran festgehalten, den Schwedenmauser mit S065 von Lovex wieder auf Präzision zu bringen, dabei gibt es eine Vielzahl von Empfehlungen mit den langsameren Pulvern N150 und N160. Bei Rückblickender Betrachtung ist das natürlich logisch: Wird ein rasantes Pulver verwendet, wird der Lauf beim Abbrennen gleich zu Beginn des Projektildurchlaufs heftig erschüttert. Das Projektil verlässt dann die Mündung, wenn der Lauf u.U. noch maximal in Bewegung ist. Das für den Sportschützen eher unbrauchbare Resultat ist oben ersichtlich.
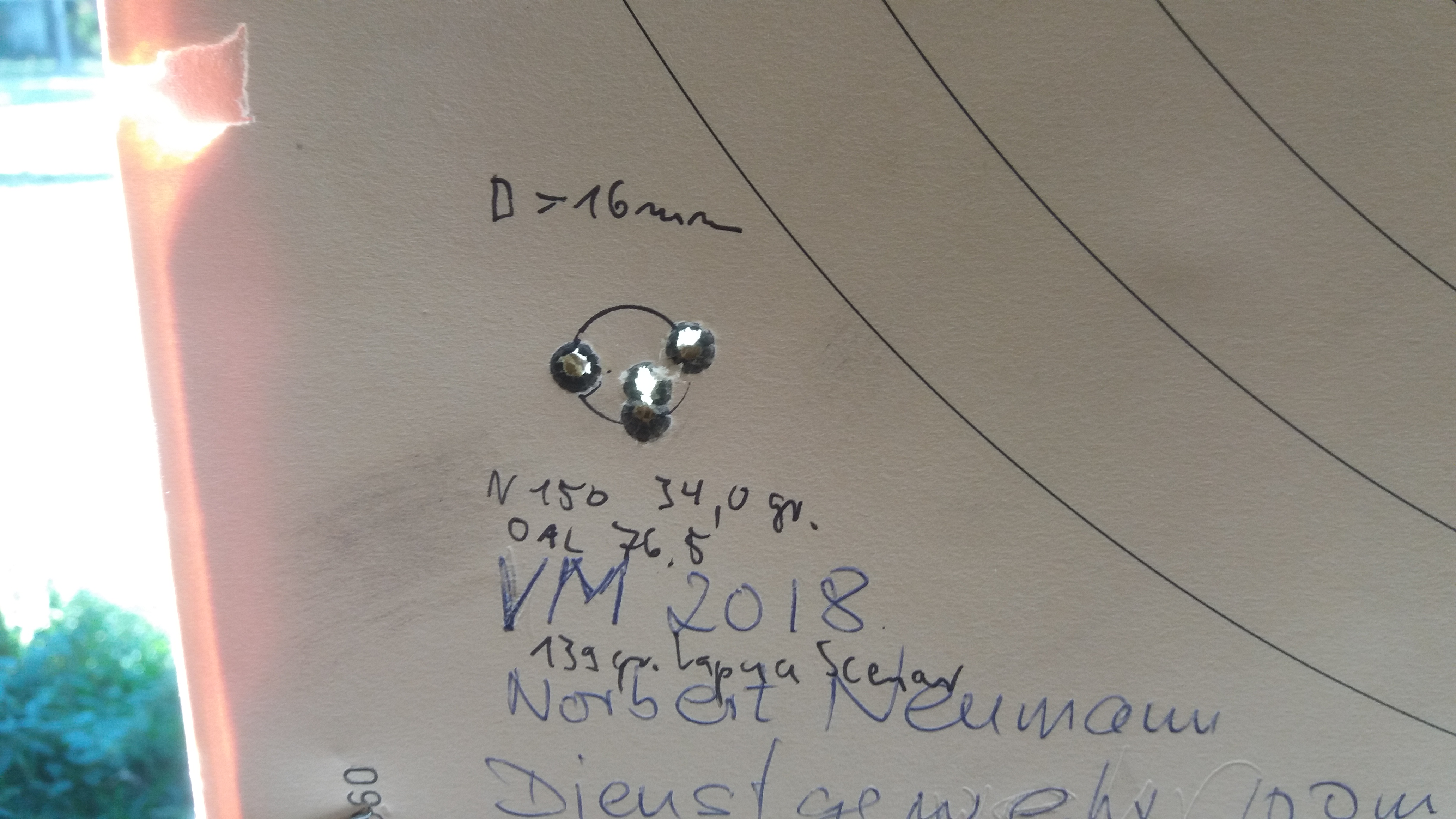
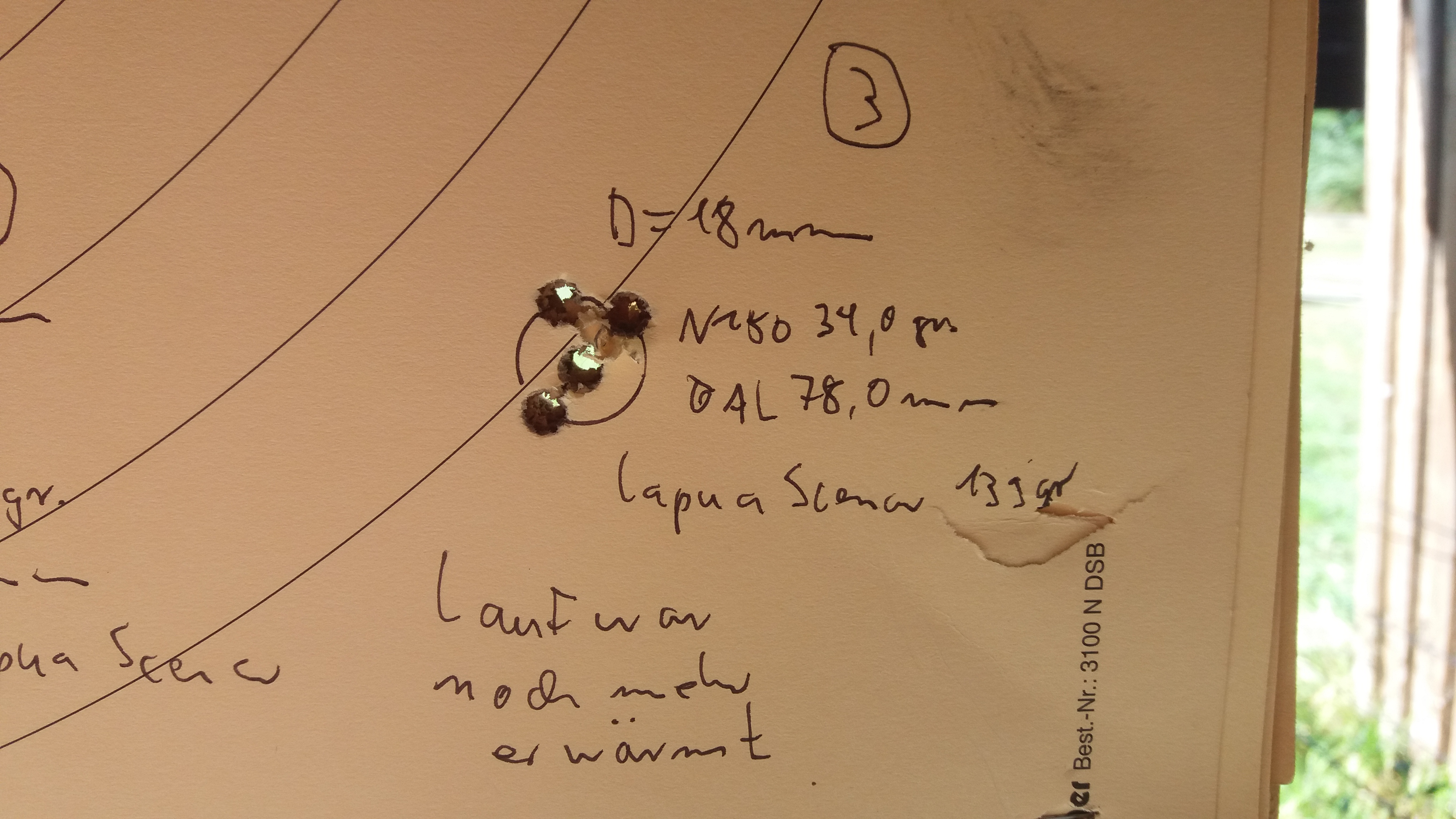
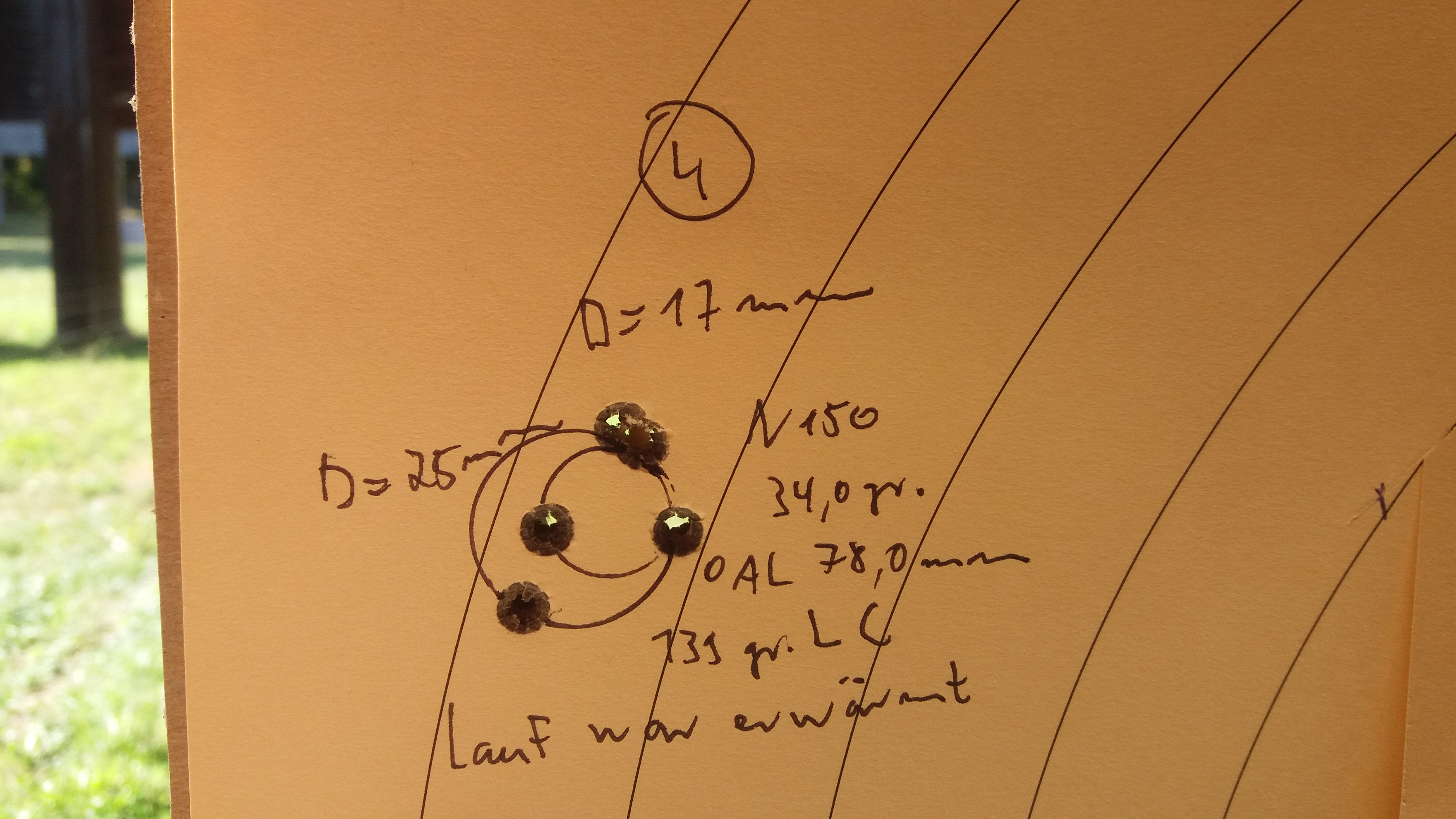
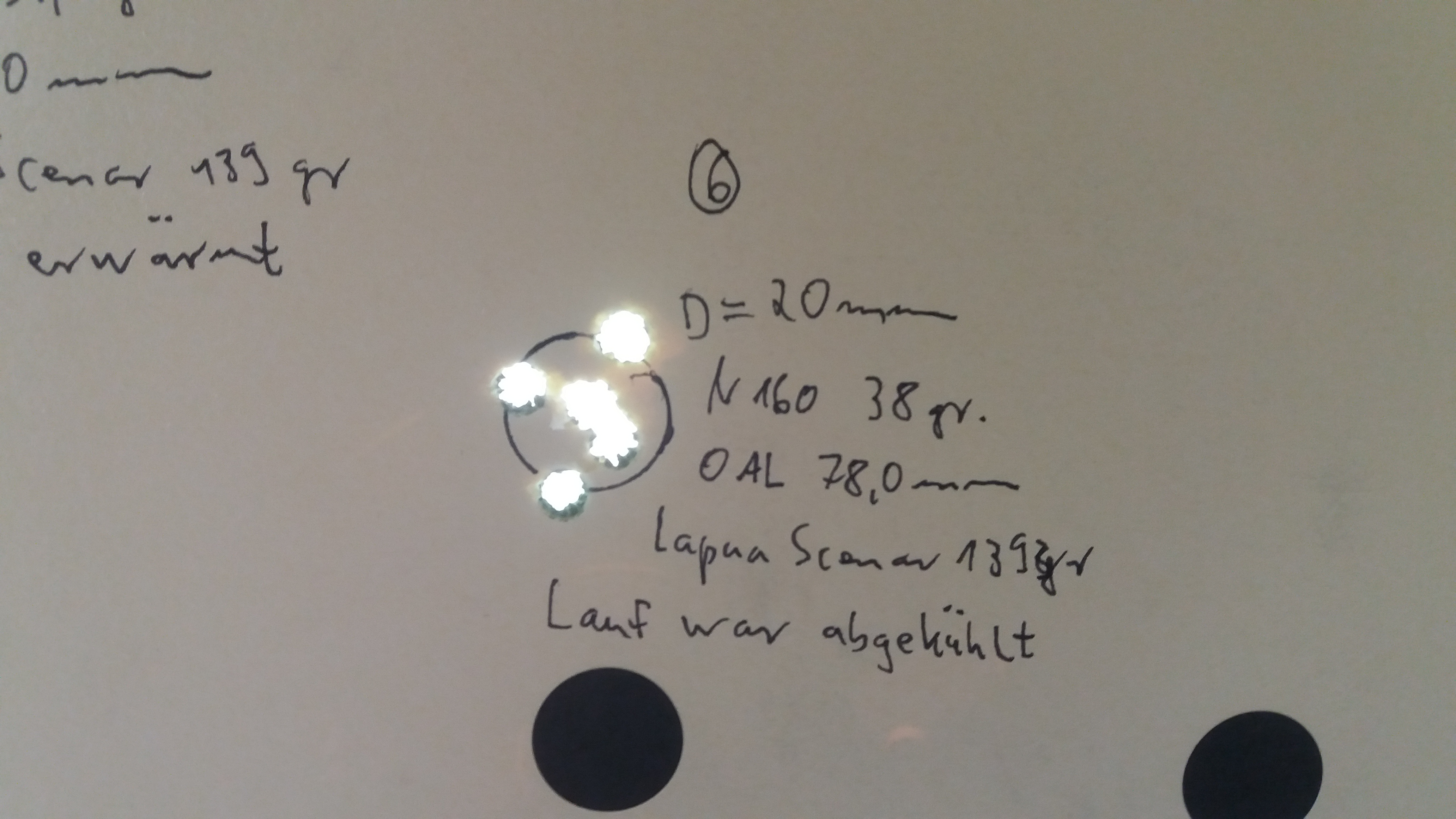
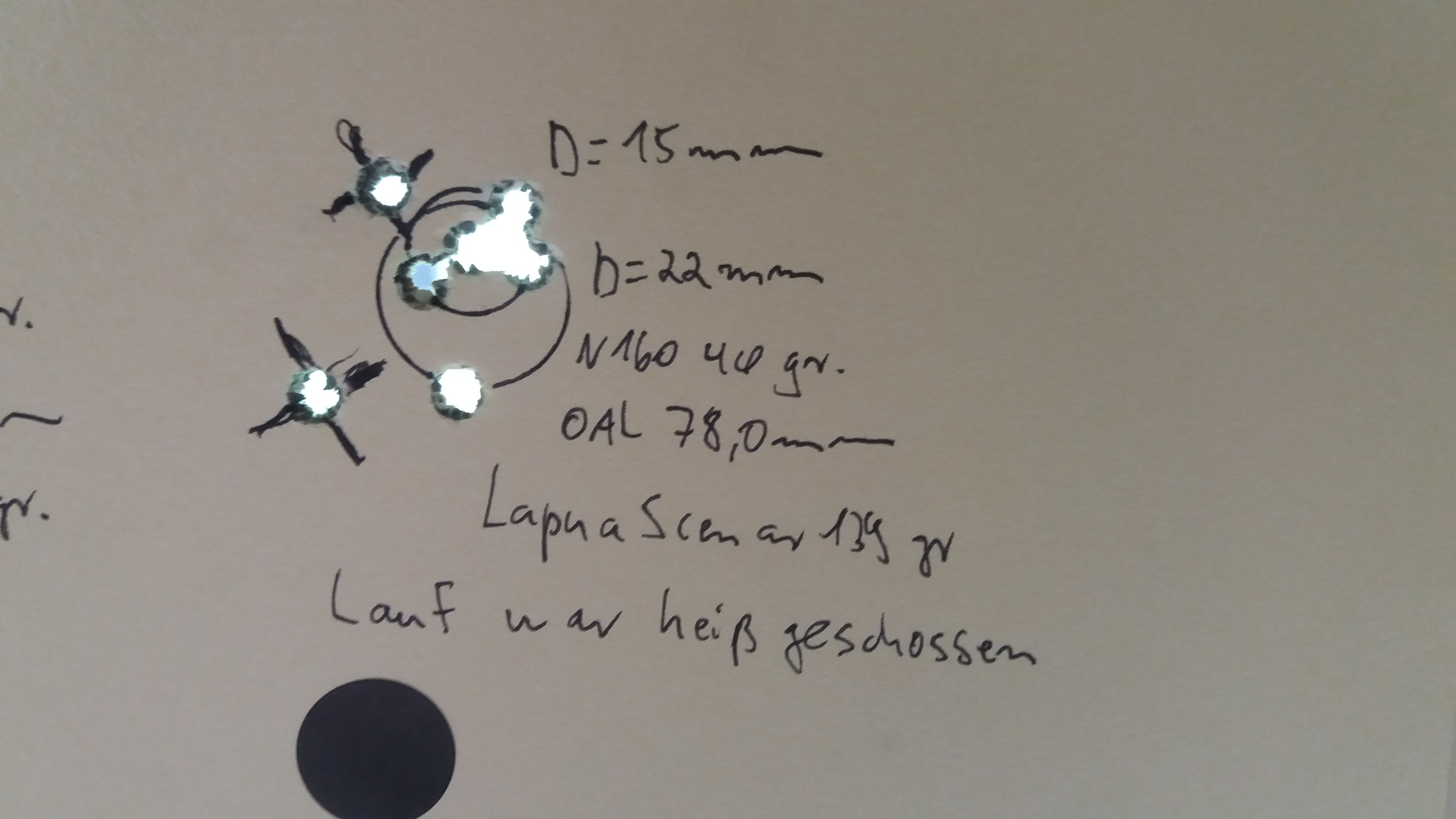
Durch die Verwendung des eher langsamen N150 oder sogar N160 ergibt sich eine Beschleunigung des Projektils, die über einen vergleichsweise längeren Zeitraum erfolgt und somit weniger Erschütterungen/Schwingungen im Lauf erzeugt. Die nachfolgenden Bilder zeigen Schussgruppen mit verschiedenen Laborierungen und Setztiefen. Ich hoffe, die Schrift ist einigermaßen leserlich, ich musste mich für die Kennzeichnung weit aus dem Stand hinaus lehnen. Allen Laborierungen gemeinsam ist übrigens die Hülse Lapua Match 6,5×55, das Zündhütchen FA 210M und das neu gewählte Geschoss Lapua Scenar HPBT 139 gr.
Mein vorläufiges Fazit:
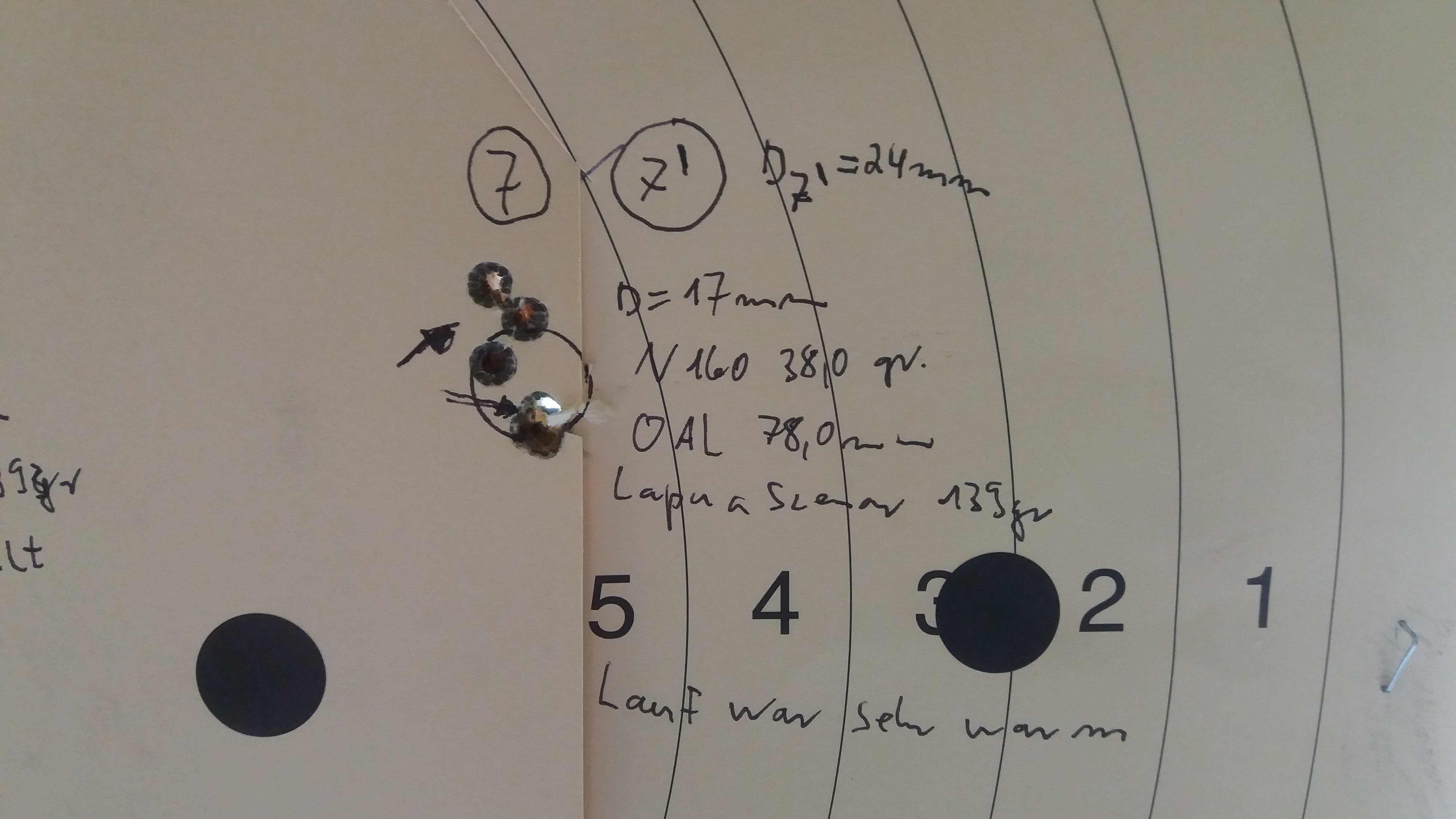
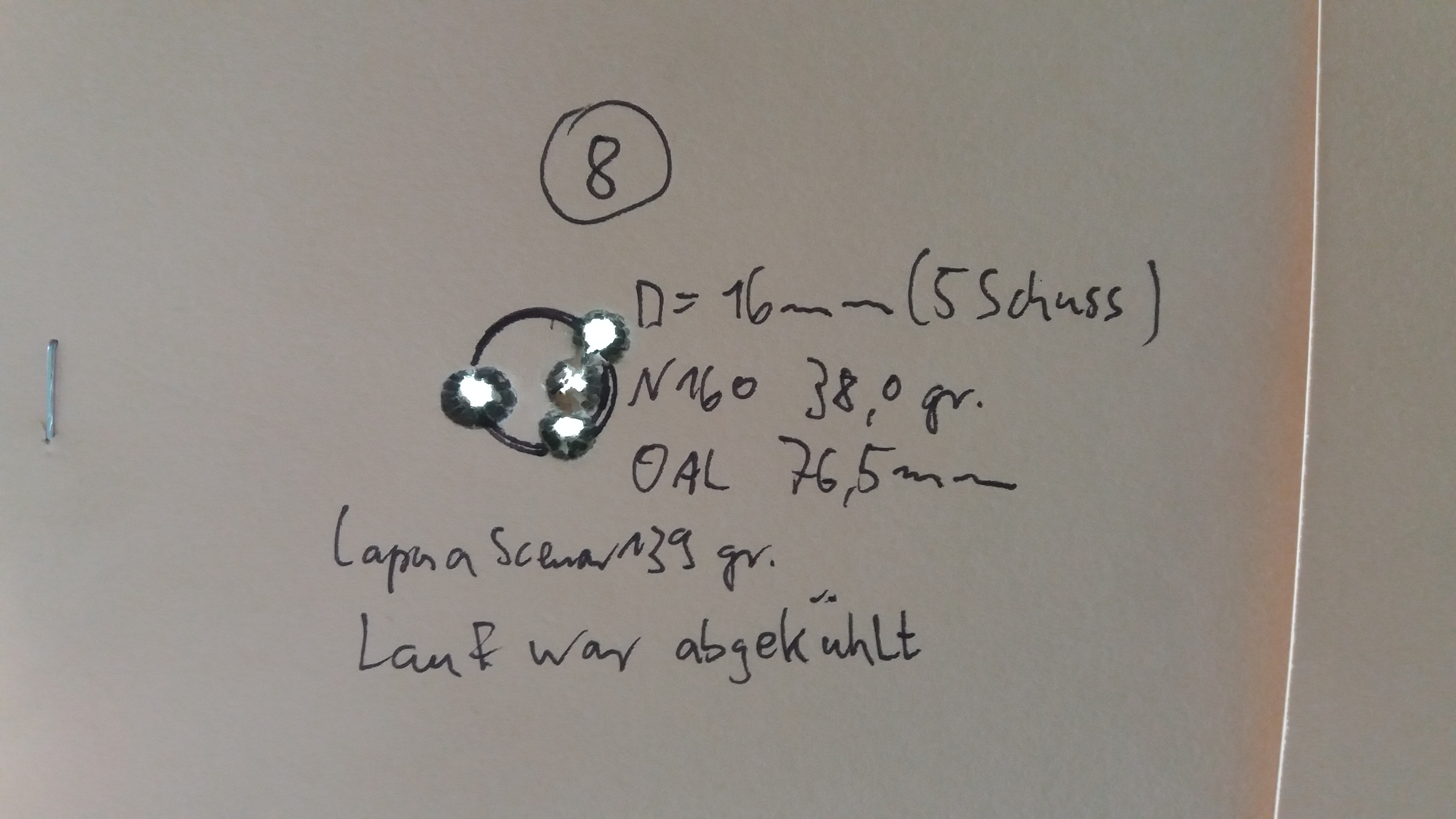
Bis auf zwei Schussbilder (Nr. 1 ohne Kennzeichnung und Nr.3) haben alle Laborierungen mit N150 immer noch einen Ausreißer. Jetzt sind Nr. 1 und 3 aber auch genau jene Schussgruppen mit nur vier Einschüssen, statt fünf. Ich lass´ mich von diesen kleinen Streukreisen aber erstmal nicht beindrucken, denn die Tendenz zum Ausreißer ist ja an den anderen Schussgruppen ersichtlich. Das noch langsamere Pulver N160 hat bei den Schussbildern Nr. 6, 7 und 8 zwar um wenige Millimeter größere Streukreise, aber insgesamt die geringere Streuung und für mich somit mehr Verlässlichkeit. Dies ändert sich erst mit den Schussbildern Nr. 9 und 10 (letzteres ohne Kennzeichnung) wenn zwei Grain mehr Pulver in der Hülse geladen sind. Vielleicht ist damit also wieder eine Schwelle überschritten und das langsamere Pulver verliert seinen Vorteil, weil der Abbrand aufgrund der Menge wieder ähnlich heftig wie beim N150 ausfällt. Das Schussbild Nr. 7´ist übrigens durch Nachsetzen von zwei Schüssen entstanden, deren Patronen versehentlich kürzer ausgefallen sind. Die Tatsache, dass das Gewehr auch mit sehr warmem/heißem Lauf noch gute Streukreise wie bei Schussbild Nr. 7 produziert, war sehr beruhigend.
Ich werde die Laborierung mit 38,0 gr. N160 und den Setztiefen 76,5mm und 78,0mm weiter verwenden und versuchen, diese bei bestmöglicher Präzision durch leichte Veränderungen in der Pulvermenge und/oder der Gesamtlänge auf Geschwindigkeit zu trimmen. Schließlich will ich die Munition auch auf langen Distanzen bis max. 1200m noch verwenden. Sobald hierzu Ergebnisse vorliegen, folgt ein zweiter Teil.
Die Remington 700 in ihrer ursprünglichen Konfiguration, also mit leichtem Kunststoff-Schaft, sprang mir immer dermaßen aus dem Ziel, dass ich nie eine Treffer-Beobachtung ohne Korrektur des Haltepunktes machen konnte.
Unabhängig vom späteren, absehbar höheren, Gewicht der Waffe, sollte sie deshalb eine Mündungsbremse zur Reduzierung des Rückstoßes erhalten.
Da der Lauf ohne Mündungsgewinde bestellt wurde, musste eine geklemmte Bremse her. Diese sollte nicht traditionell, also geschlitzt mit seitlicher/n Schraube(n), gebaut werden, wie etwas das Modell des geschätzten Kollegen, sondern mit einer radialen Klemmung nach dem Prinzip einer Spannzange aufgebaut sein
Für den Lauf bedeutet das, dass er hier die Funktion des Werkstücks (golden) übernimmt, welches durch den geschlitzten Teil der Mündungsbremse (rot) gehalten wird. der geschlitzte Teil der Mündungsbremse wird durch eine Überwurfmutter (Funktion des blauen und grünen Teils in der Darstellung) zusammengedrückt und klemmt damit den Lauf.
im 3D Planungstool sieht das Ganze dann so aus:
Zu sehen sind, im Uhrzeigersinn oben links beginnend, die eigentliche Mündungsbremse mit Abmessungen. Die Überwurfmutter und beides maßstäblich in der Seitenansicht.
An Mündungsbremse und Überwurfmutter in rot bzw. blau dargestellt jeweils das Außen- bzw. Innengewinde M45x2 für die Klemmung. der konisch zulaufende Teil „hinter“ dem roten Ring der Mündungsbremse ist der geschlitzte Teil, welcher über den Lauf geschoben wird. Mit gleichem Winkel versehen, gibt es die passende Anlagefläche in der Überwurfmutter.
Von der Herstellung beider Teile gibt es leider nur wenige Bilder:
Die Bremse verfügt über vier Kammern wobei sich das Bohrungsloch des Geschosses, aus fertigungstechnischen Gründen, von ca. 20 mm auf 8,3 mm (Geschoss .308″ bzw. 7,82 mm) von Stufe zu Stufe verringert.
Von der vormals runden Form sind seitlich „am Auslass“ gerade Flächen parallel zur Laufachse und „oben“ und „unten“ sich zum Ende der Mündungsbremse hin abfallende bzw. ansteigende Flächen gefräst, um Gewicht zu sparen.
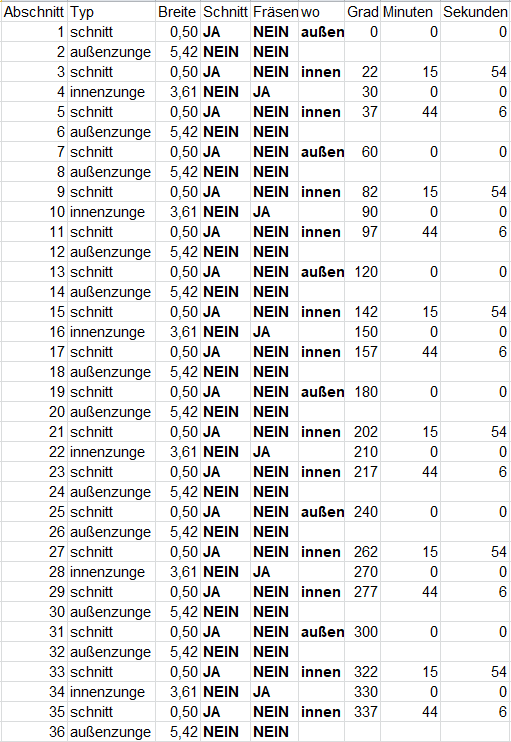
Der geschlitzte Teil der Bremse ist in sechs Abschnitte mit je drei Zungen eingeteilt, wobei in jedem Abschnitt die „innere“ Zunge mit dem Rest der Bremse verbunden ist und die „äußeren“ Zungen mit der inneren über einen Quersteg am dünnen Ende des Klemm-Konus. Damit können die äußeren Zungen durch die Überwurfmutter einfacher an den Lauf gepresst und eine größere Anlagefläche erreicht werden. Gleichzeitig ist die innere Zunge auf der Hälfte ihrer Länge im Durchmesser verringert, so dass sie in diesem Abschnitt nicht mit der Überwurfmutter in Berührung kommt und die Klemmung verhindert.
Die Winkel zwischen den Zungen bzw. für die Trennung der Abschnitte ist folgendermaßen kalkuliert.
Die fertig bearbeitet Mündungsbremse wurde abschließend brüniert und ist bereit zur Installation.
Die Benelli M4 in desert camo besitze ich bereits seit ca. 2 Jahren, einen Beitrag über diese halbautomatische Schrotflinte hatte ich bereits früher verfasst, er kann hier nochmals nachgelesen werden. Meine M4 wurde vergleichsweise wenig geschossen – es dürften mittlerweile so ca. 1000 Schuss durchgegangen sein und ich hatte nebenbei bemerkt erst eine einzige Zuführstörung. Meine dafür bevorzugte Munition ist der Slug von Brenneke mit der Bezeichnung KO CleanSpeed Plus im Kaliber 12/67,5 – die Waffe läuft damit einfach tadellos. Die etwas kürzeren und im Rückstoss leicht geminderten KO CleanSpeed Short im Kaliber 12/60 wurden aber ebenfalls ohne Probleme von der Waffe verschossen, der Selbstladevorgang unterlag dabei keiner Störung. Die Aussage muss aber in Relation zu den lediglich knapp 15 Schuss CleanSpeed Short gesehen werden, die damit bisher abgefeuert wurden.
Benelli hat seit meinem Kauf der M4 in desert camo noch eine Reihe anderer Modelle in verschiedenen Farbvarianten auf den Markt gebracht. Wer seine Flinte also nicht im klassischen matt-schwarz haben möchte, bekommt sie aktuell z.B. auch in einem schönen bronzefarbenen Ton oder in der Version „H20“ in einer titangrauen Beschichtung. Jene in desert camo ist meines Wissens nach in Deutschland leider nicht mehr lieferbar, selbst wenn so mancher Online-Shop sie noch im Programm haben sollte. Die klassische schwarze Flinte ist natürlich nach wie vor auch erhältlich.
Diese Flinte habe ich in letzter Zeit wieder öfter mit auf die Range genommen und festgestellt, dass sie bisher kaum modifiziert wurde – das sollte sich ändern, denn mich hat mal wieder die Lust am Erfinden und Ausprobieren gepackt. Mit dem darauf montierten Reflexvisier EOTech 512 war ich schon länger nicht mehr zufrieden und so flog es kurzerhand runter, aber das nur am Rande. Die Erfahrung, die ich mit dem Design und Bau des Kompensator für den Schwedenmauser gesammelt habe, hat mich darin bestärkt, dass ich mich auch mal an einem MFD für eine Flinte versuchen könnte. Die nachfolgend zu sehende Variante ist dabei entstanden und sie fällt mit einer Gesamtlänge von 85mm standesgemäß groß – wenn nicht gar protzig – aus. Entlüftungskanäle nach oben hin sind reichlich vorhanden und es ist mir sogar gelungen, mit dem Farbton „hellbronze“ eine Farbvariante zu erhalten, die einigermaßen zu den restlichen Farbtönen der Flinte passt. Eine schwarze Variante durfte dabei natürlich nicht fehlen.
Einen einzigen kleinen Haken hat die Montage des MFDs: Um ihn zu montieren, muss die Schraubkappe des Röhrenmagazins auf ca. 6mm Länge um ca. 1,5mm abgefeilt werden. Ich war bereit, diese kleine Nacharbeit zu machen und siehe da, die Schraubkappe ist aus Kunststoff! Es hat also mit 2-3x probieren keine 10 Minuten gedauert, diese Arbeit zu erledigen (ich habe die 1,5mm auf einer Länge von ca. 10mm abgefeilt, das war gar nicht notwendig). Zuvor musste die Kappe nur festgezogen und auf Ihrer „12-Uhr-Position“ gekennzeichnet werden. Schon jetzt ist von der Nacharbeit so gut wie nichts zu sehen (unter der Beschichtung ist der Kunststoff schwarz) und wer eine schwarze Benelli M4 sein eigen nennt, der kommt sogar noch besser weg, weil schwarz auf schwarz nun mal nicht auffällt.
Und so ging es dann auf die Range, um den Kompensator zu testen. Luft anhalten beim ersten Schuss und – alles gut gegangen! Insgesamt wurden ca. 70 Testschüsse abgegeben. Ich hatte den Eindruck, als ob es durch den Kompensator eine Treffpunktverlagerung nach oben gab, die sich ab ca. 20m Entfernung auf der Scheibe bemerkbar gemacht hat. Falls dem tatsächlich so ist, erlaubt die Visierung ja wieder eine Korrektur dieses Umstands, das werde ich beim nächsten Mal noch einmal genauer untersuchen. Der Rückstoss der Flinte ist ja jetzt nicht gerade sanft und schnelle Serien zur Untersuchung, ob man dabei die Waffe stabiler im Anschlag halten kann, habe ich erst mal nicht geschossen. Ein Schützenkollege, der ebenfalls eine Benelli M4 besitzt, hat diesen Teil der Erprobung übernommen und war so zufrieden, dass er noch auf dem Schiessstand ein Exemplar bei mir bestellt hat.
Dazu ist ein kurzes Video entstanden:
Der auf der Flinte montierte Kompensator ist übrigens in einem Braunton gehalten. In schwarz eloxiert ergibt sich ein perfektes samtig mattes schwarz, das auf den oberen Bildern (immer ohne Flinte) zu sehen ist. Bei Bildern mit Schattenbildung wurde mit Blitz fotografiert, das ist bei den nachfolgenden Bildern durchweg der Fall.
Benelli bietet für die M4 ebenfalls einen Kompensator an, den ich leihweise auch mal an meiner Flinte hatte. Er wird zusammen mit einem Choke-Adapter geliefert, bei dessen Montage dann außerhalb des Flintenlaufs ein Gewindeüberstand von ca. 15mm entsteht, auf den dann der eigentliche Kompensator geschraubt wird. Dieser ist zylindrisch und sieht ebenfalls sehr gut aus. Sein Manko ist meiner Meinung nach aber, dass er rundherum Bohrungen besitzt, die die Gase in alle Richtungen – also auch nach unten – gleichmäßig ablenken. Wer im Physikunterricht nur einigermaßen aufgepasst hat, wird gleich erkennen, dass sich durch diesen gleichmäßigen Impuls in alle Richtungen das Hochschlagen der Waffe aber gar nicht mindern lässt. Von diesem Punkt aus betrachtet ist der Kompensator von Benelli – mit einem Kaufpreis von ca. 200 Euro – leider weniger zu empfehlen. Allerdings besitzt dieser zur Längsachse winklig angeordnete Bohrungskanäle. Durch diese Anordnung kann dann zumindest wieder der Rückstoß gemindert werden.
Hier ist der Link zur Homepage von Benelli, auf der man den Kompensator (auf der Webseite unten links) findet.