
Manchmal ist es notwendig, die Visierlinie einer Optik über das normale Maß eines herkömmlichen Risers hinaus zu erhöhen. Die Gründe können vielseitig sein: Der eigene Komfort, spezielle Schießgestelle, die man einnehmen möchte oder beispielsweise die Verwendung von Nachtsichtgeräten oder Gasmasken. Auf der Suche nach solchen Erhöhungen/Risern für mein Holosun HE510C war für mich im Internet aber leider nichts Passendes zu finden. Die Riser waren meist nicht ausreichend hoch, hatten aber eine passende Länge oder waren beispielsweise richtig hoch und dafür für kleinere Reflexvisiere spezifiziert, auf die man das HE510C dann nicht montieren konnte. Für einige kleine Rotpunktvisiere der Marke Holosun bietet der Hersteller übrigens jene hohen Riser an, wer sich dafür näher interessiert, findet sie online. Selbst machen war mal wieder angesagt und darüber möchte ich in diesem Beitrag berichten.
Demontage und Konstruktion
Das HE510C ist von der Unterseite her mit seiner Grundplatte verschraubt, vier Torx-Schrauben T10 sind zu lösen und man hält beide Teile in der Hand.

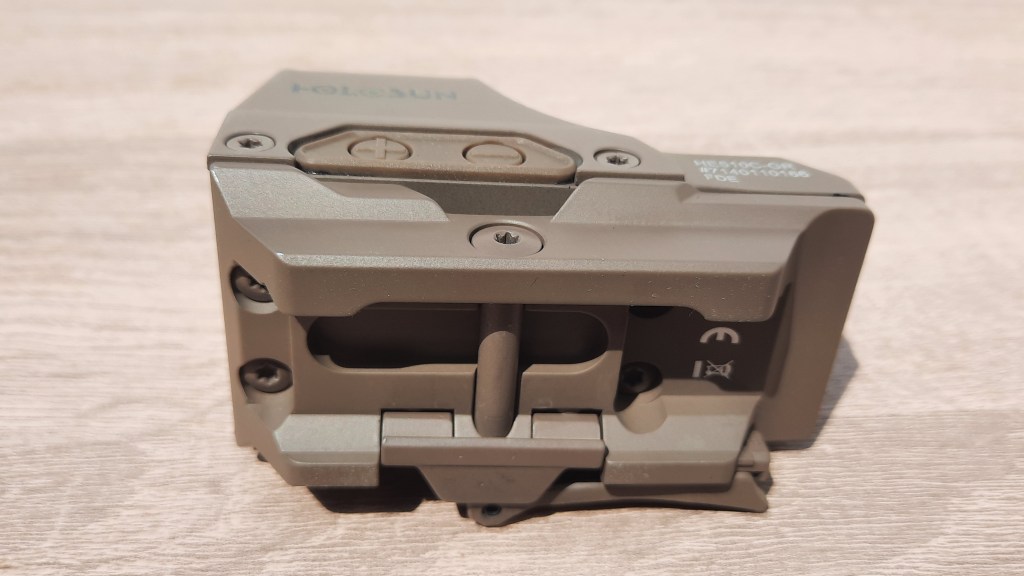


Interessant ist, dass das eigentliche Reflexvisier mittels „Nutensteinen“ nochmals in seiner Grundplatte fixiert und ausgerichtet wurde. In Längsrichtung kommen jeweils die kurzen Seiten zur Anlage, damit sich im Schuss durch die Trägheit kein Setzverhalten ergibt. Die Fortsätze und die Nuten sind an ihren langen Kanten allerdings nochmals angefast. Diese Geometrie ermöglicht eine exaktere Positionierung in vertikale Richtung, macht es mir hingegen aber wieder schwer, weil ich diese Maßnahme konstruktiv auch nicht außer Acht lassen kann: Das Visier soll später ja auch nicht sonstwohin nach links oder rechts zeigen.
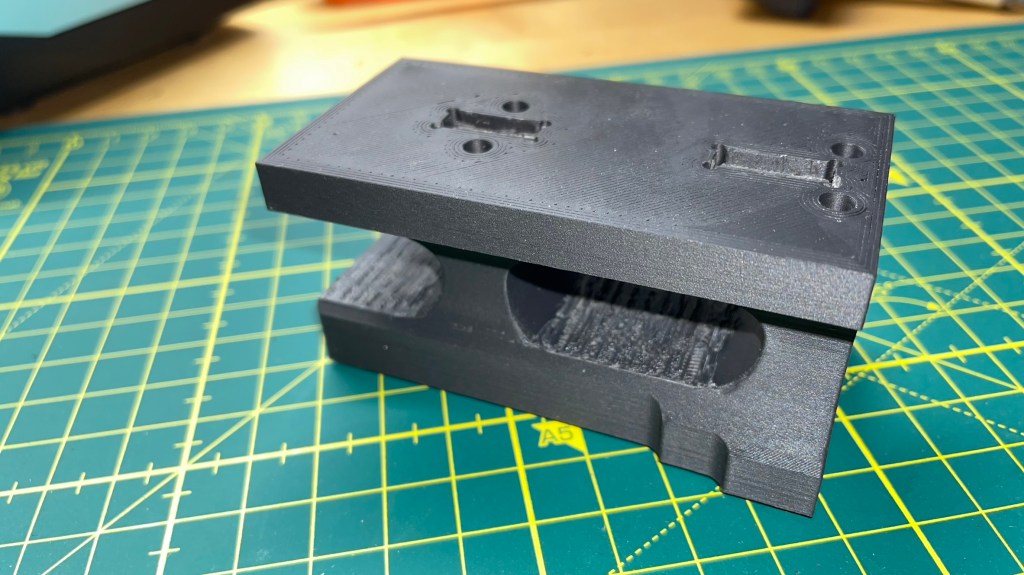
So sieht mein Prototyp aus, die Erhöhung beträgt +40mm:



Herstellung
Ich wollte das Bauteil zunächst aus Alu fräsen lassen, Marvin hat mir aber vorgeschlagen, es vorab mit seinem 3D-Drucker herzustellen. Die Bilder, die er mir vorab zugeschickt hatte, ließen schonmal auf eine feine Oberfläche hoffen. Im Inneren, wo die Stützstruktur gedruckt wurde, war die Oberfläche erwartungsgemäß etwas rauher. Hier habe ich später mit Schmirgelleinen nachgearbeitet.



Einpassen
Die beiden Fortsätze, die sich später in den Nuten zentrieren sollten, waren bewußt auf Kollision konstruiert worden. Ich wollte durch das nachträgliche Anfasen der Kanten erreichen, dass die Erhöhung möglichst spielfrei eingepasst wird (gelb). Gleiches galt für die langen Kanten der Nuten – hier ist mir das aber nicht ganz so gut gelungen. Grün markiert ist nochmals die Basis der Stützstruktur. Das Schleifen dieser Flächen war lediglich kosmetischer Natur.



So sieht das Gewehr nun mit unlackierter Visierlinienerhöhung aus. Eigentlich auch ganz passabel, denn die schwarz eloxierte Buffertube setzt ja auch schon ´nen sehr ähnlichen Akzent. Das Upper ist übrigens von Hera Arms und entspricht dem „SRB“, über das ich bereits geschrieben habe.

Am Ende ist der Riser aber doch lackiert worden und die ganze Konstruktion hat natürlich auch vier neue Schrauben ISO 4762 M4x60-V2A erhalten. Die Schrauben mussten noch auf eine Länge von 43,9 mm +0mm/-0,2mm gekürzt werden. Mit der Ausgangslänge habe ich etwas vorgehalten, falls der Prototyp mit +40mm dann doch zu niedrig ausgefallen und beispielsweise +50mm notwendig gewesen wäre.






Die Höhe des Risers hat sich in der Erprobung dann aber als komfortabel und zugleich praktikabel erwiesen. Ich strebe trotzdem noch eine weiteren Version an, weil ich die Zentrierung der nunmehr drei Bauteile zueinander noch verbessern will. Im Anschluss daran werde ich die Datei dann im Bereich „3D Druckarchiv“ veröffentlichen. Abschließend noch ein Bild der kompletten Waffe mit lackiertem Riser.

Nachtrag Juli 2023
Ich habe eine angepasste Version der Erhöhung konstruiert, die ich hier zum Download bereitstellen möchte. Beachtet bitte, dass Ihr wie bei allen 3D-Druckteilen auf diesem Blog die Dateiendung von „.docx“ zu „.STL“ ändern müsst. Nach dem Druck müssen die entsprechenden Kanten der Taschen und Erhöhungen noch mit der Feile angefast werden, um eine Montage zu ermöglichen. Somit ist auch gleich die Zentrierung der Teile zueinander gewährleistet. Die Durchgangsbohrungen sollten auch nochmals mit D=4,00mm aufgebohrt werden.
