Ebenso wie der geschätzte Kollege, schieße auch ich einen Carl Gustaf M96 Schwedenmauser im taktischen Schaft. (Siehe dazu die Teile 1, 2, 3, 4, 5 und 6 der Serie)
Mein Schwede schießt zu Beginn ähnlich gut wie der des Kollegen, zumindest im Holzschaft. Nach dem Einsetzen in das Alu-Chassis zeigt sich schnell, das es zu einer Verspannung in der Systemhülse kommt. Entsprechend schwer lässt sich der Verschluss öffnen und schließen. Das Schussbild ist jedoch annehmbar.
Eine Untersuchung der Systemhülse zeigt, dass diese in sich verdreht ist. Ob dies bei dem Laufwechsel vor dem Kauf oder Umständen bei dem Umbiegen des Kammerstengels durch den Büchsenmacher passiert ist, lässt sich nicht mehr nachvollziehen.
Um die nicht-Parallelität von Bettungsfläche im Schaft und Unterseite der Systemhülse auszugleichen, wird eine Epoxidharz Bettung durchgeführt. Das genutzte Epoxidharz (Loctite 3471) ist mit Stahl gefüllt. Bei der Epoxy-Bettung geht einiges schief:
- Systemhülse / Lauf werden ausgerichtet. Wie sich aber ab ca. 300m Zielentfernung zeigt, nicht genau genug. Die Seitenverstellung des ZF reicht nicht mehr aus, um den Winkelfehler zwischen System und ZF-Montage auszugleichen.
- Trotz Epoxy-Bettung ist der Schlossgang bei angezogenen Systemschrauben unangenehm schwergängig.
Die Bettungsmasse wird daraufhin wieder ausgefräst und für einen bevorstehenden Long-Range Trip auf die schnelle ein Barrelblock, analog zum Projekt Remington 700 wird ein Bullpup, aus vorhandenen Reststücken gefertigt.

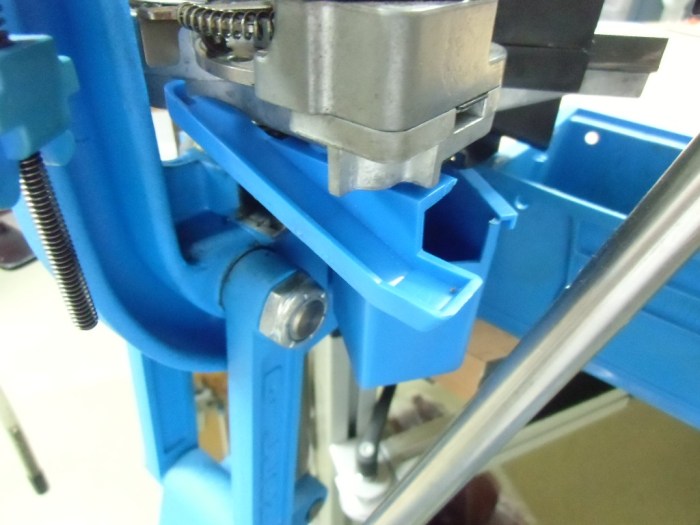
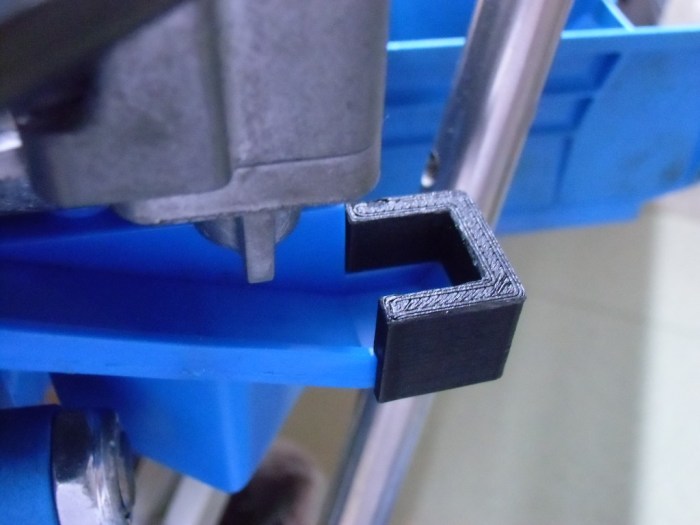
Die Hülse klemmt den Lauf mit 6 Schrauben M6 auf ca. 60mm Länge und ist selbst mit 2 weiteren Schrauben M6 mit dem Vorderschaft verbunden. Dabei ist die Unterseite der ansonsten runden Hülse stufig gefräst, so dass sie mit Passung auf den äußeren, senkrechten „Wänden“ des Vorderschaftes aufliegt. Damit ist der Lauf im Schaft wieder zentriert und ausgerichtet. Bei diesem Barrelblock gibt es kein Dämpfungsmaterial zur Schwingungsentkopplung zwischen Lauf und barrelblock / Schaft, dafür sind die Gewinde der Verschraubung diesmal direkt in das Aluminium eingebracht.
Montiert sieht das Ganze aus wie folgt.

Die Maße werden so gewählt, dass das System nur wenige Zehntel oberhalb der Bettungsfläche „schwebt“. Damit ist noch ausreichend Platz für die ZF Montagebrücke, das Objektiv des ZF und den Kammerstengel in geöffneter Stellung. Wie bei der Bullpup Remington 700 sind sowohl System als auch Lauf freischwingend.
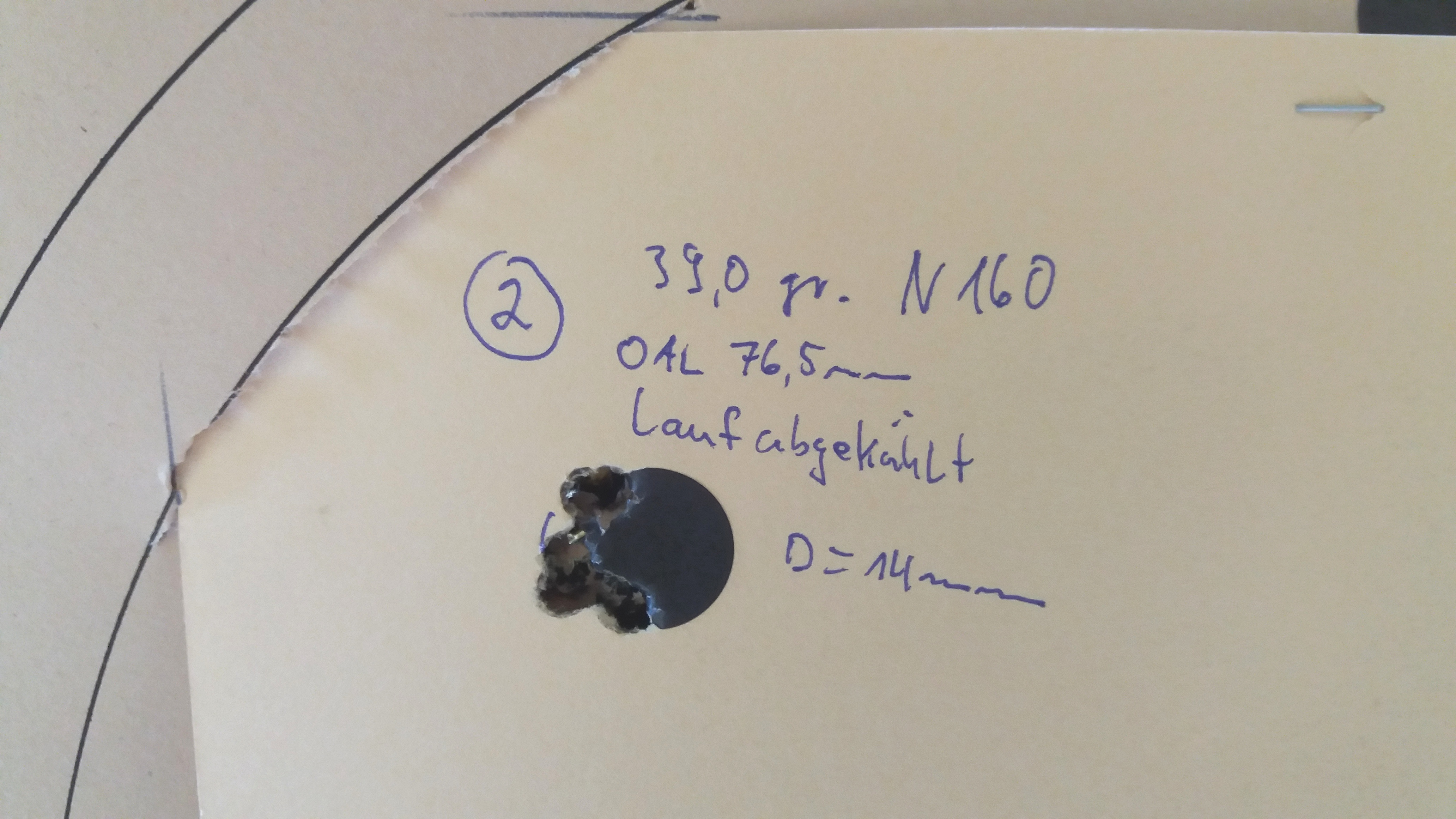
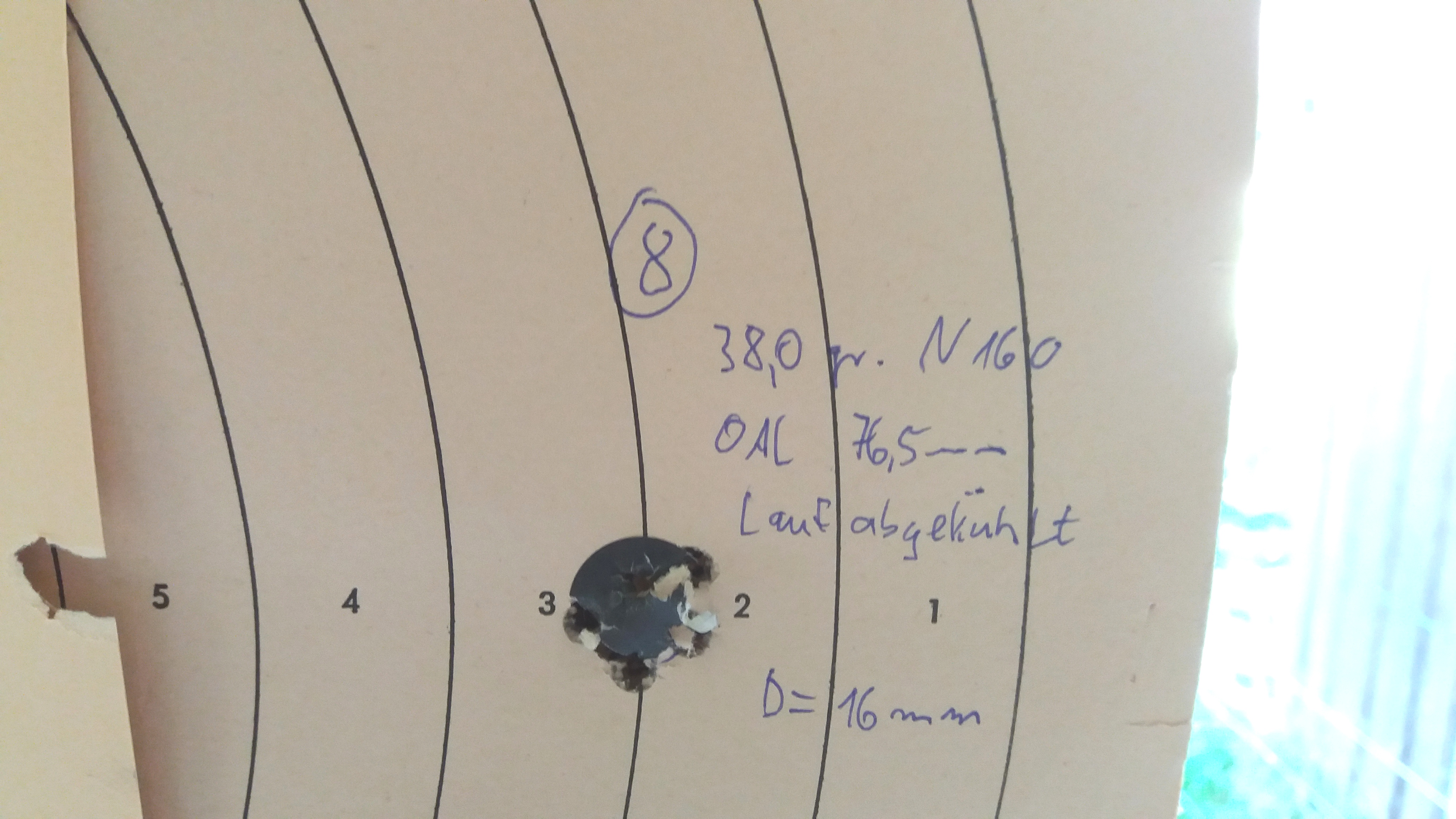
Während des Probeschießens auf 50m zeigen sich dann zwei Phänomene, die im Rahmen dieser Beitragsserie so gut es geht abgestellt werden sollen. Nur so viel dazu noch in diesem Beitrag: Das Gewehr war damit zum Weitschuss nicht mehr nutzbar.