Vor einiger Zeit kam ein Schützenkollege auf mich zu, der nach einer Schaftverlängerung für sein G3 von Heckler & Koch gesucht hat. Gab es diese Schaftverlängerungen früher angeblich noch sehr häufig, sind sie heute scheinbar rar und teuer geworden. Ich kann das zwar mangels G3 nicht wirklich beurteilen, aber ich habe zugesagt, mich darum zu kümmern.
Dieser Bericht ist also für all´ jene, die sich eine solche Schaftverlängerung ebenfalls herstellen wollen und nicht zuletzt auch können.
Was die Lösungsfindung für mich erheblich vereinfacht hat, war die Tatsache, dass ich von besagtem Kollgen eine Menge Ersatzteile erhalten habe, an denen ich Mass nehmen konnte und dass die Teile die Prozedur auch nicht unbedingt unbeschadet überstehen mussten.
Für diejenigen, die kein G3 besitzen, eine kurze Erläuterung: Das G3 lässt sich ohne Werkzeug in seine wesentlichen Baugruppen zerlegen. Im Mittelpunkt stehen dabei zwei Bolzen, die man dafür entnehmen muss und welche man in die im Schaft eingelassenen Hülsen stecken kann, damit sie im Feld nicht verloren gehen (gemeint sind die zwei Löcher im Schaft auf dem linken Bild). Diese Hülsen gehen quer durch den Schaft und die beiden Klammern der Schaftkappe rasten an selbigen ein, sobald man die Schaftkappe aufsetzt. Nach Betrachtung von Schaft und originaler Schaftkappe war klar, dass ich das Gewehr des Kollegen nur dann im originalen Zustand belassen kann, wenn ich mindestens eine Schaftkappe unwiederbringlich bearbeiten darf. Ich wollte also versuchen, die Klammern der Schaftkappe zu entfernen, um sie an der Verlängerung wieder anzubringen.
Dies sind die Arbeitsschritte:
Zunächst wird die Schaftkappe erstmal sauber abgeklebt, weil sie anschließend in den Schraubstock gespannt wird. Die Klammern habe ich dann mit einem Bleistift aufgespreizt und anschließend mit einem 6mm dicken Aluklötzchen am äußersten Rand dauerhaft blockiert (durch die Reflektion auf dem zweiten Bild schwer zu erkennen). Jetzt kann der Niet in der Mitte der Klammer auch ohne Probleme aufgebohrt werden, der Durchmesser des Bohrers muss dafür exakt 4,2mm sein! Der Niet verabschiedet sich bei diesem Bohrerdurchmesser gerade so und falls man den darunter liegenden Nutenstein etwas anbohrt ist das alles andere als tragisch: Beide Nutensteine erhalten später ein Gewinde M5 und der Kernlochdurchmesser dafür ist zufällig 4,2mm. Alle Einzelteile wurden anschließend sorgfältig vermessen, auf dieser Basis wurde dann die eigentliche Verlängerung konstruiert.
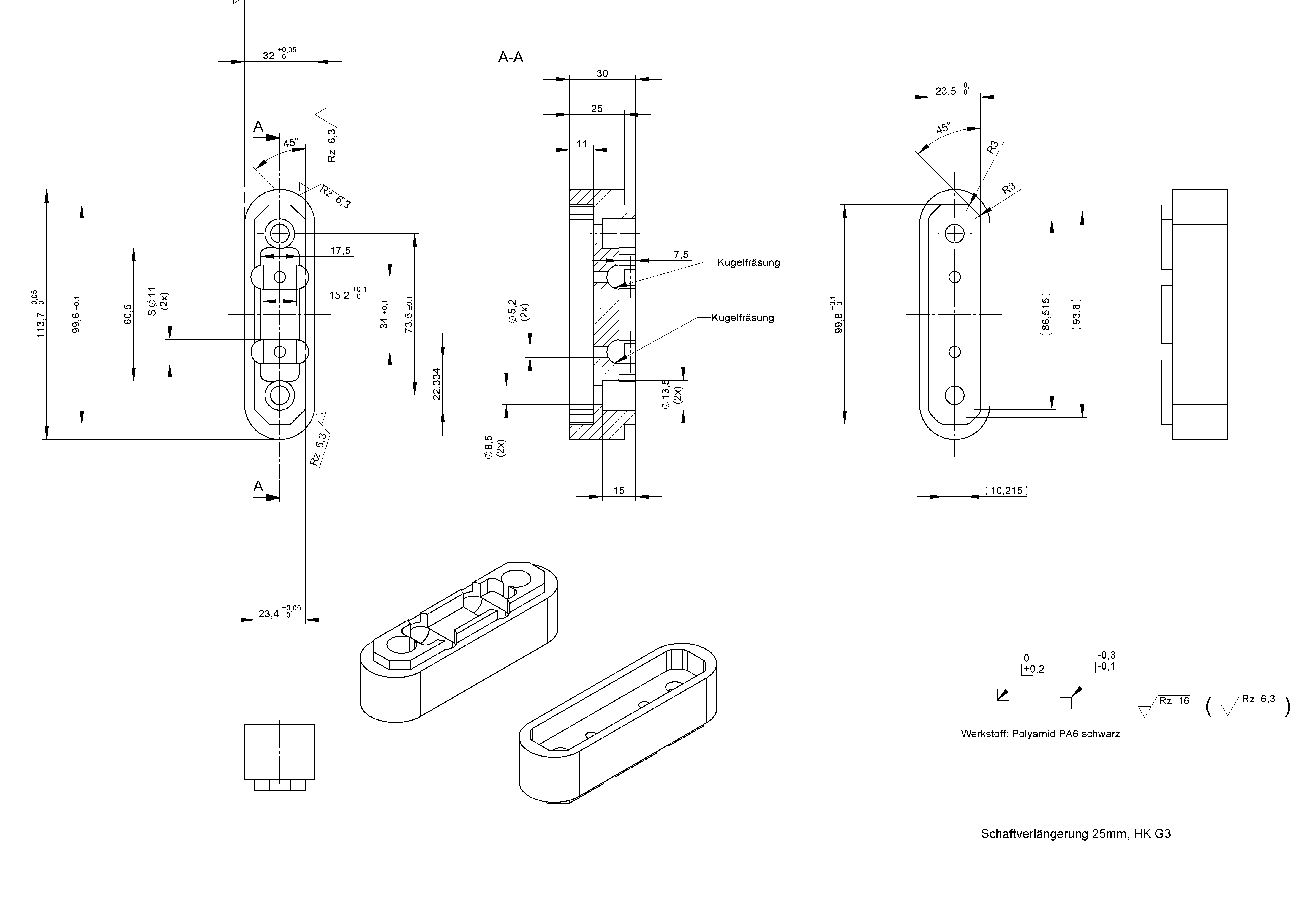
Das ist sie geworden:
Sobald das Teil nach Zeichnung angefertigt wurde, kann es schonmal probehalber in den Schaft des G3 eingesetzt werden. Ich habe dabei sehr schnell gemerkt, dass die Schaftöffnung keineswegs gerade Kanten hatte. Etwas Nacharbeit mit einer Feile wird wohl notwendig sein, andernfalls könnte sich ein klitzekleiner Spalt zwischen Schaft und Verlängerung ergeben.
Weiter gehts…
Die Originale Schaftkappe besitzt auf der Innenseite zwei kreisrunde Vertiefungen. Ich kann nur vermuten, dass sie etwas mit dem Fertigungsprozess zu tun haben, aber diese wollte ich mir zu nutze machen, um später die Verlängerung mit der Schaftkappe zu verschrauben. Es lag also nahe, zwei Gewindeeinsätze dort einzubringen. Der erste Versuch mit zwei Einsätzen M6 ging leider schief, die Löcher mit Durchmesser 10mm haben den Einsatz mit Außendurchmesser 10,5mm leider nicht zuverlässig halten können. Das Ausfüllen mit Epoxidharz hat die Sache leider auch nicht verbessert, nach einer Woche war das Harz immer noch weich.
Ein totaler Reinfall – also raus mit dem Zeugs und den nächstgrößeren Gewindeinsatz reingeschnitten. Diesmal M8 mit einem Außendurchmesser von 12mm. Die beiden Löcher in der Schaftkappe sind dazu vorsichtig auf einen Durchmesser von 11mm aufzubohren. Die Kraft zum Eindrehen des Einsatzes sollte dabei nicht unterschätzt werden, anfangs geht es noch leicht! Wer mag, kann die Schaftkappe dazu ja wieder in den Schraubstock einspannen. Auf den nachfolgenden Bilder seht Ihr, dass zum Reinschrauben am Ende ein ordentlicher Knebel notwendig war. Den Einsatz habe ich auf eine Inbus-Schraube M8 aufgesetzt, weil man diesen mit dem entsprechenden Sechskant für die Inbus-Schraube dann sehr gut reindrehen kann. Setzt am besten noch eine Mutter M8 zwischen Schraubenkopf und Gewindeeinsatz, so löst sich der Schraubenkopf perfekt, wenn man zum Rausdrehen der Schraube am Ende ruckartig in die andere Richtung dreht.
Im nächsten Schritt werden die Nutensteine aus der Schaftkappe auf einen Durchmesser von 4,2mm aufgebohrt und anschließend je ein Gewinde M5 hinein geschnitten. Die beiden Klammern werden auf einen Druchmesser von 5,5mm aufgebohrt und das ist gar nicht so einfach! Durch die Wölbung der Klammer hat der normale Bohrer mit seinem Schneidwinkel von 118° leider so gut wie keine Möglichkeit, Material wegzunehmen. Hier hilft es, wenn sehr vorsichtig stufenweise aufgebohrt wird, oder aber ein Zentrierbohrer – wie auf dem Bild zu sehen – verwendet wird. Egal was man macht, der Bohrer wird heiß laufen…
Habt Ihr nun alle Teile beisammen, kann es an den Zusammenbau gehen. Wundert Euch nicht über die eine Innenseite der Verlängerung: Ich habe es tatsächlich fertig gebracht, beide Taschen für die Klammern um 90° gedreht zu konstruieren. Oberpeinlich…
Das Bauteil war glücklicherweise noch zu retten, die Taschen wurden nachträglich nochmal mit korrekter Lage in das Teil gefräst, wodurch sich dann die beiden Kreuze ergaben. Der Rest ist schnell erklärt: Baut alles wie auf den Bildern ersichtlich zusammen. Ihr benötigt dafür noch zwei Schrauben M5x20 (beliebige Ausführung) zur Fixierung der Nutensteine mitsamt Klammern, dazuzwei Unterlegscheiben DIN 125 – A-5,3 und zwei Schrauben DIN 912-M8x25 (ISO 4762-M8x25) um die Schaftverlängerung mit den Gewindeeinsätzen der originalen Schaftkappe zu verbinden. Ich empfehle als Werkstoff für Schrauben und U-Scheiben Edelstahl.
Die verlängerte Schaftkappe kann nun in den Schaft des G3 gesteckt werden. Wer die Innenflächen der Klammern zuvor mit etwas Fett behandelt, wird es später beim Lösen der Verlängerung wohl etwas leichter haben – falls das nochmal notwendig sein sollte.
Und so sieht das Konstrukt fertig montiert am Schaft aus. Bei genauer Betrachtung erkennt man den eingangs erwähnten sehr kleinen Spalt zwischen Schaftende und Verlängerung. Schleift man den dünnen Rand des Schafts gerade ab, verschwindet der Spalt auf jeden Fall. Da der Schaft zu einem G3 der Polizeitruppe gehört, wurde diese Rarität vor dem Eingriff verschont. Mit dem Schaft auf dem Bild zu Beginn des Beitrags konnte ich dafür etwas weniger zimperlich umgehen.