Im Mai 2026 war es endlich so weit: Mein erstes Long Range-Event für dieses Jahr fand statt und wie im zweiten Beitrag zur Savage Elite Precision 110 angekündigt, habe ich die von Marvin berechnete Drop-Chart verifiziert.

Das Gelände war in diesem Fall derart beschaffen, dass zwischen 150m und 700m leider kein Zielbau möglich war, weshalb ich in diesem Bereich bisher noch keine Korrekturwerte liefern kann.
Vorab sei noch erwähnt: Fragen zur Schießstätte kann ich leider nicht beantworten.
Für diejenigen, die die alten Beiträge nicht nochmal durchstöbern wollen, sei hier nochmal das Wichtigste zusammengefasst:
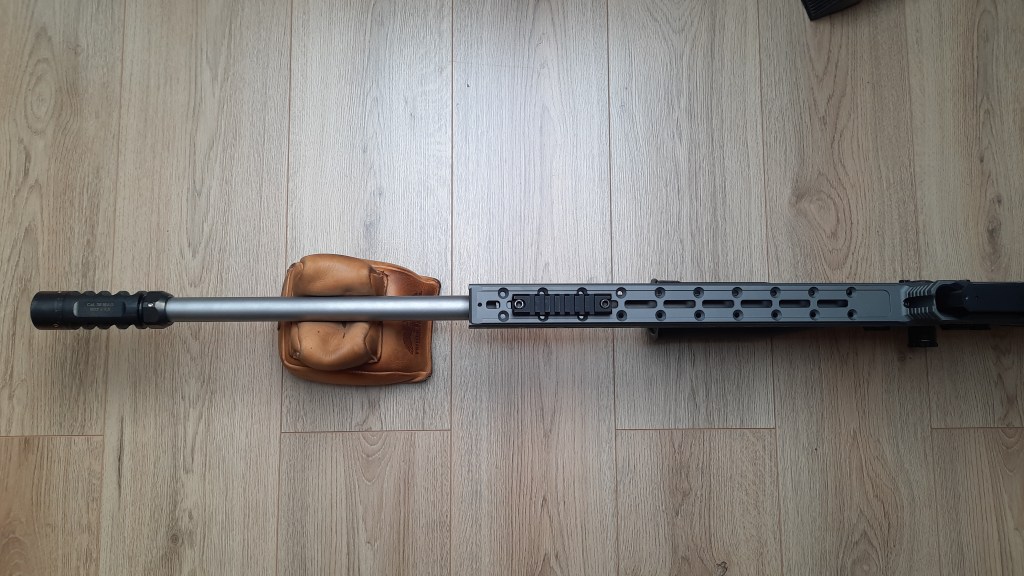
- Die Waffe ist eine Savage 110 Elite Precision im Kaliber .300 PRC mit
- Mündungsfeuerdämpfer in Form eines Barrel-Tuners von X-Out
- Die Picatinny-Schiene der Waffe weist 20 MOA Vorneigung auf
- Die Blockmontage von Era Tac ist auf -5 MRAD eingestellt, was weiteren 17 MOA Vorneigung entspricht. Mit dieser Kombination aus Picatinny-Schiene und Blockmontage ist meine Waffe auf 100m eingeschossen und das ZF „genullt“ worden.
- Als ZF dient ein Sightron S-III 8-32×56 mit MOA-2-Absehen und ¼-MOA-Klickverstellung
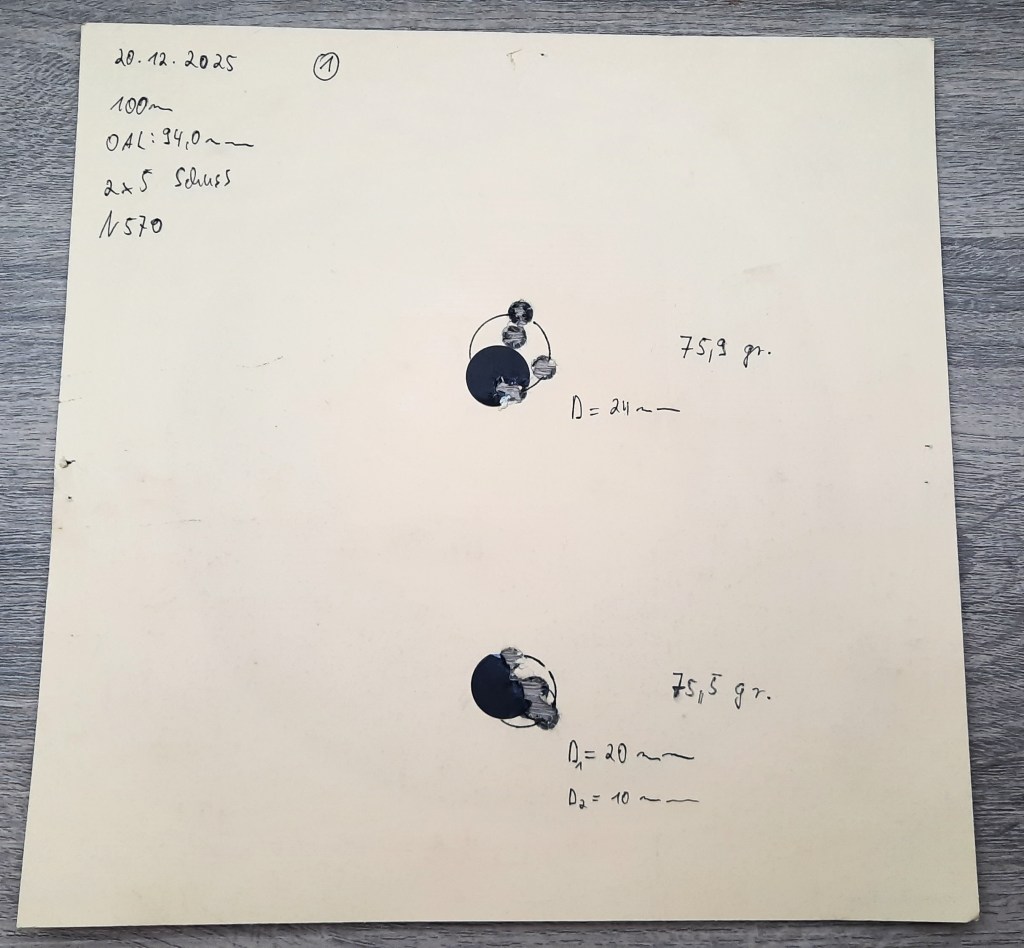
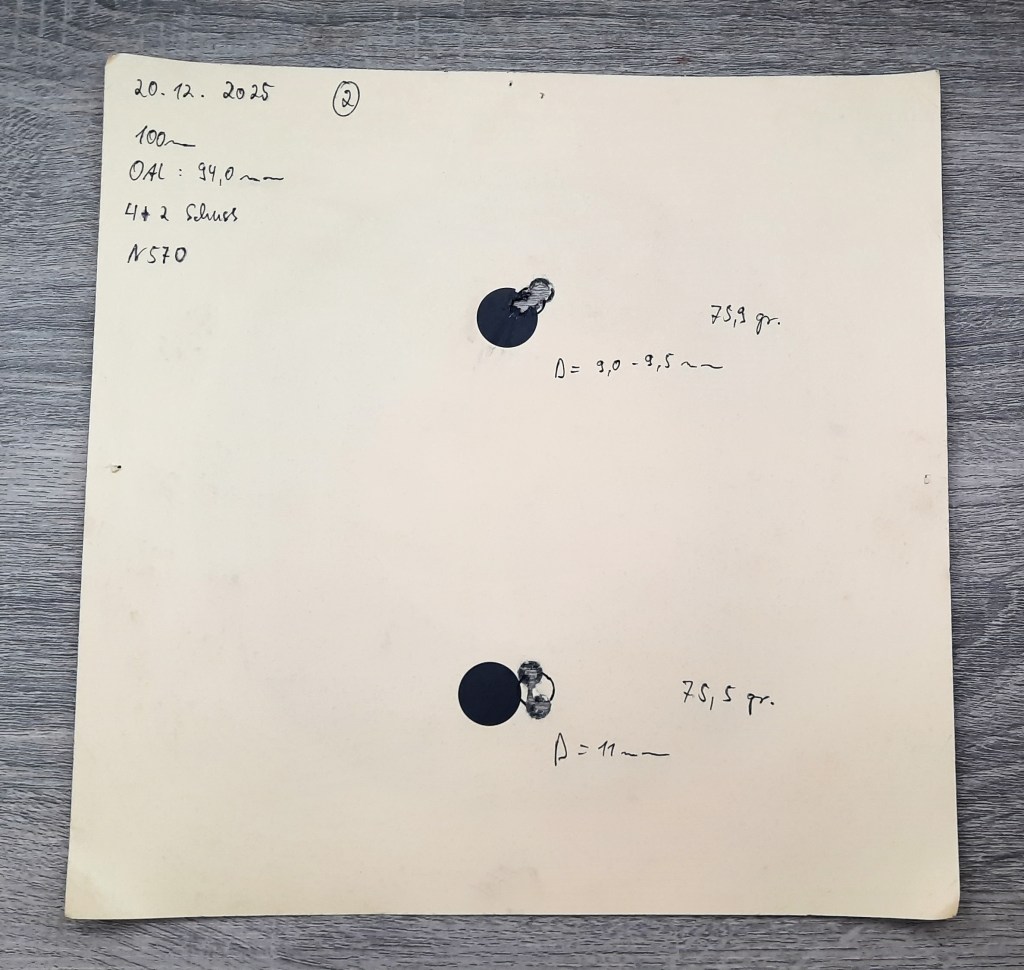
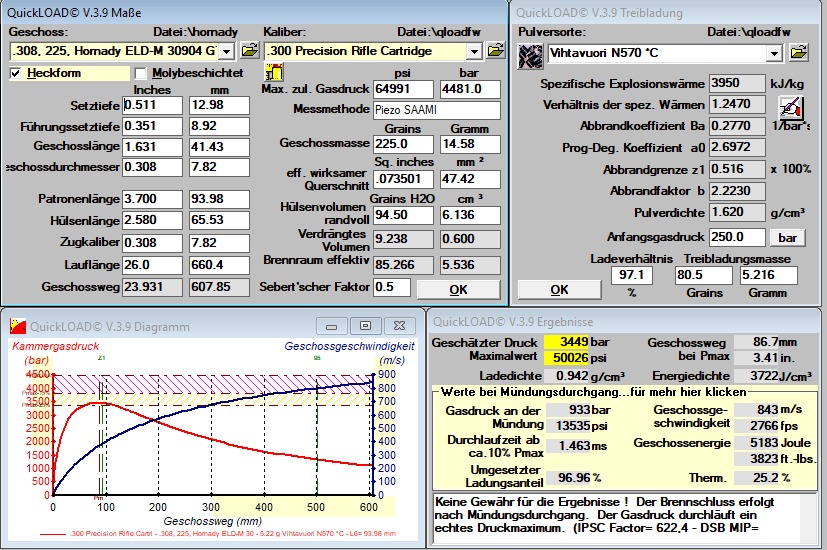
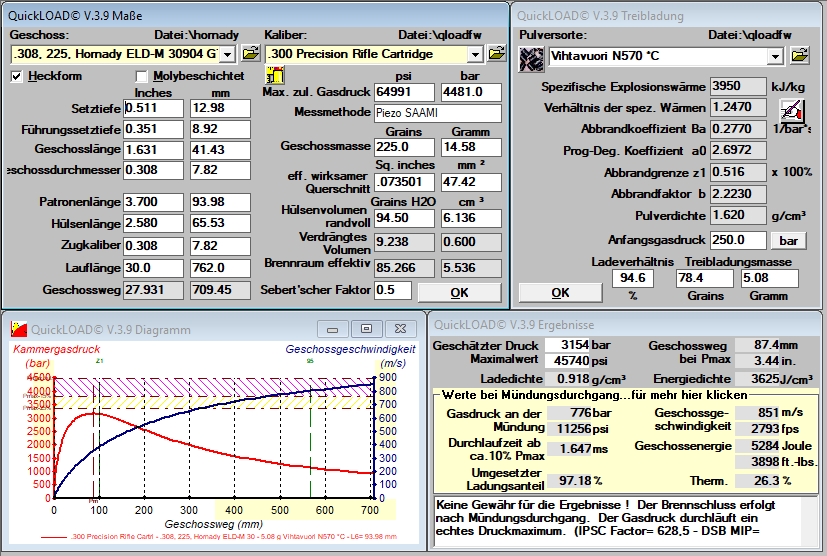
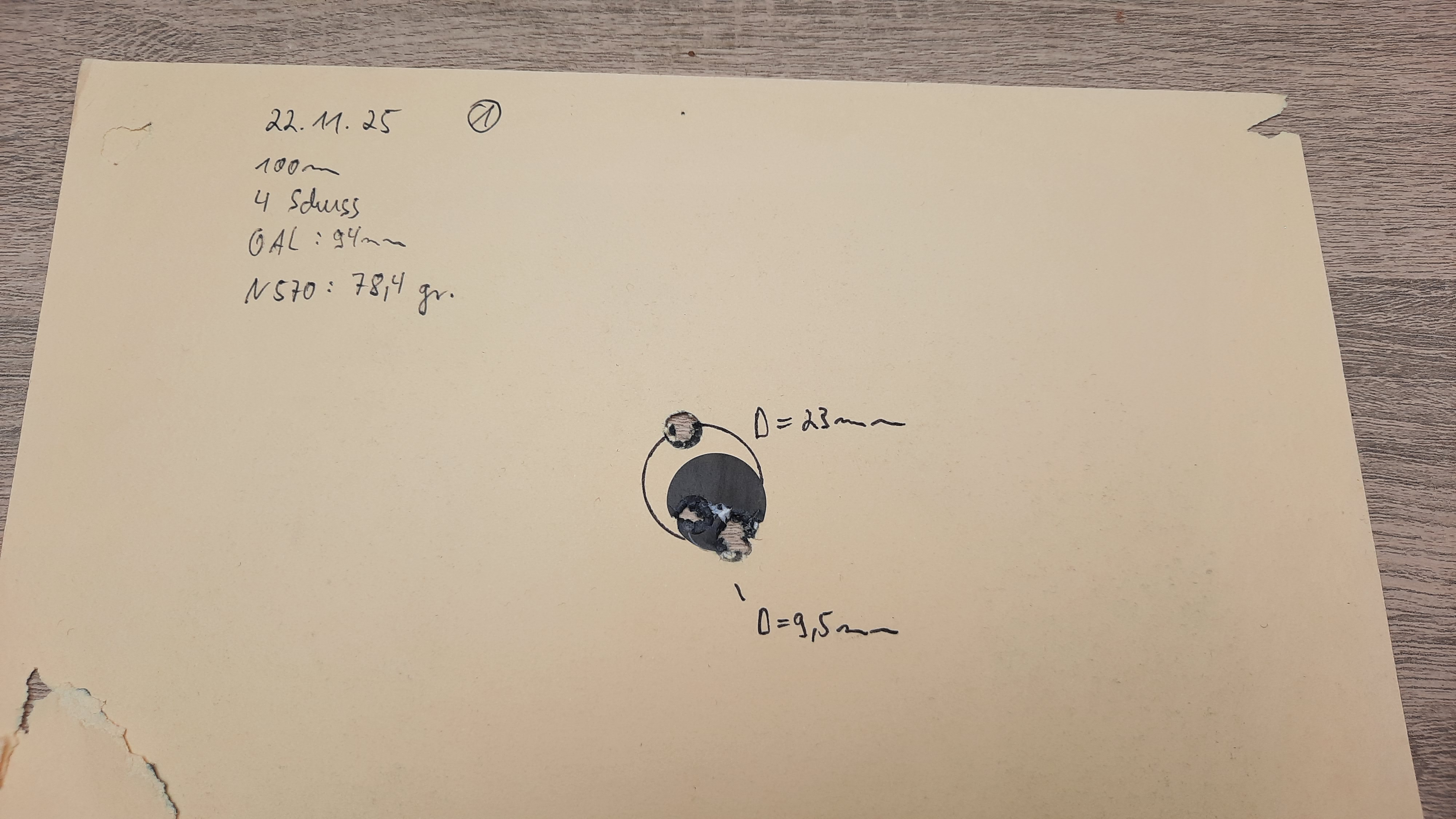
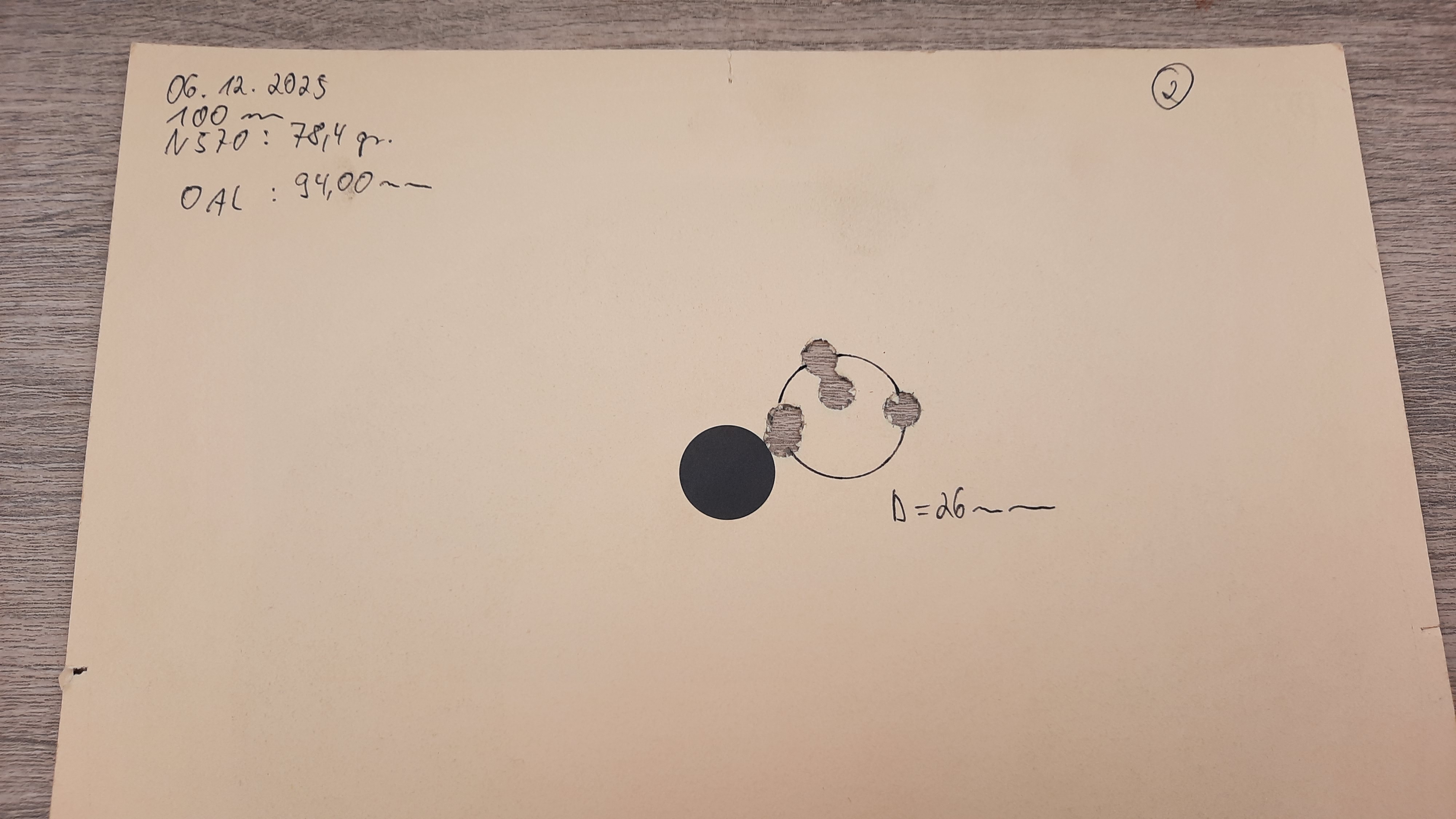
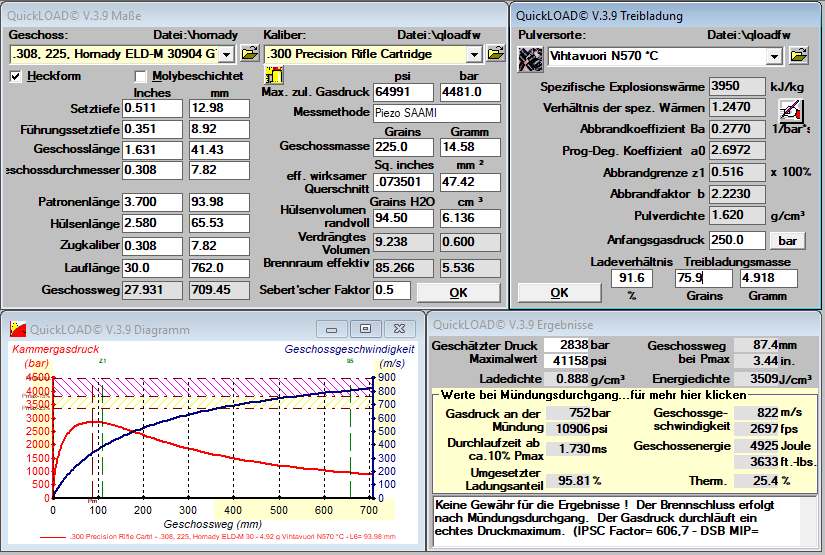
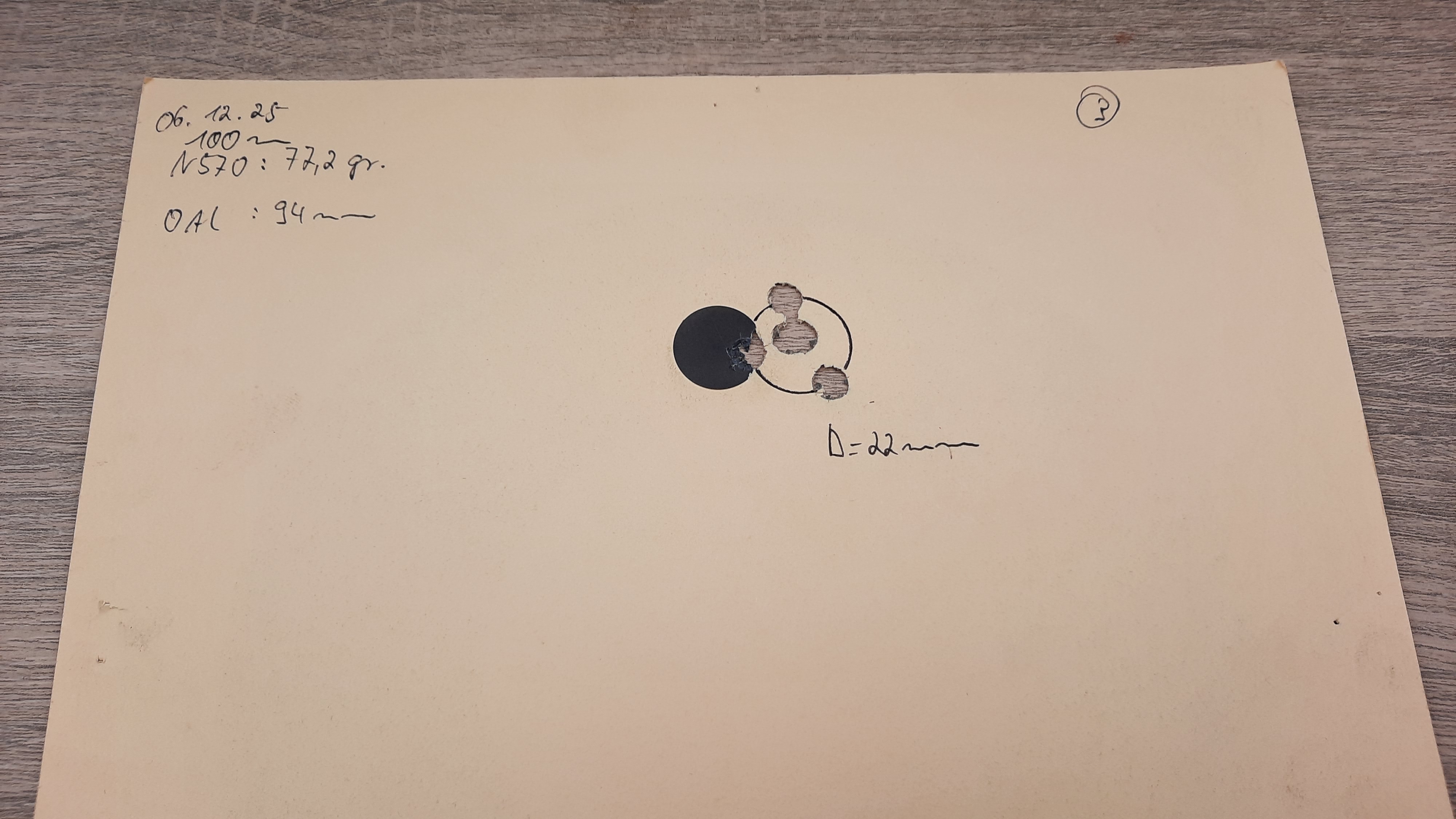
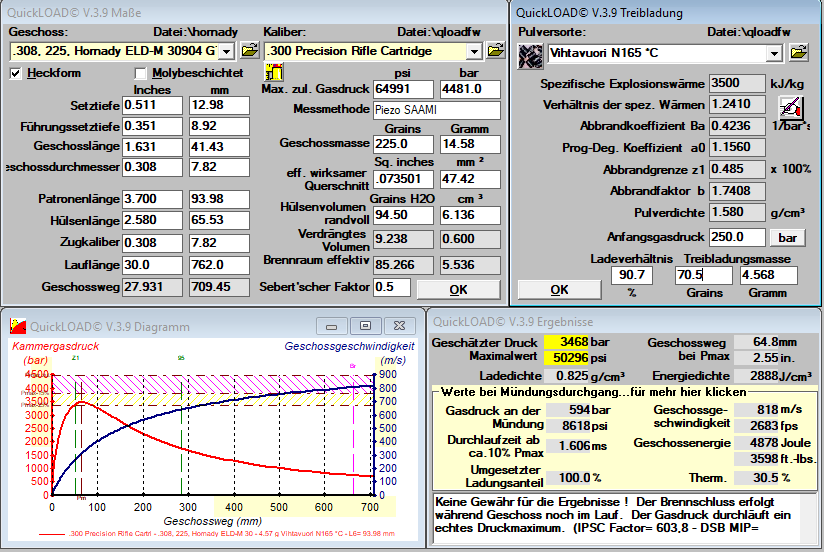
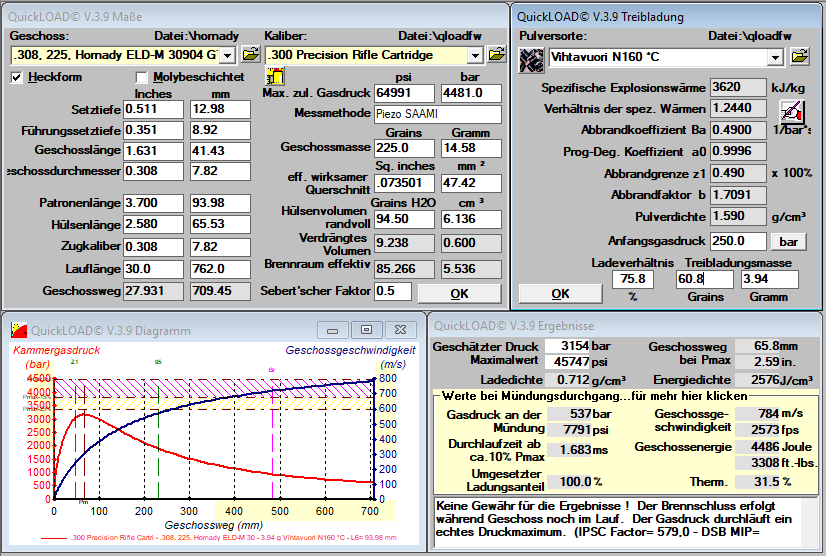
Die Munition ist wiedergeladen und hat folgende Ladedaten, auf deren Basis auch Marvins Drop-Chart berechnet war:
Es wird keine Garantie für die Richtigkeit von Wiederladedaten übernommen – Wiederlader handeln auf eigenes Risiko!
- Hülse: Lapua Match
- Pulver: 75,9 gr. N570
- Geschoss: Hornady ELD-Match BTHP, 225 gr.
- Zünder: RWS 5333, LR Magnum
- OAL: 94,0mm
- Crimp: keiner
Hier sind also die für diesen Tag relevanten Entfernungen mit den Werten der Drop-Chart und gegenübergestellt die von mir ermittelten Klickwerte. Auf den fettgedruckten Distanzen war Zielbau vorhanden, der erfolgreich getroffen wurde. Die anderen nächstgelegenen Distanzen sind aus der Drop-Chart entnommen und dienen als Vergleichswerte, bzw. wurden dafür genutzt, eine Voreinstellung des ZFs auf die jeweilige Entfernung vorzunehmen.
Wie oben erwähnt, war Zielbau erst ab einer Entfernung von 700m vorhanden. Ab dieser Distanz zeigt sich bereits, dass die Klickwerte aus der Drop-Chart anfangen, von den von mir ermittelten Werten abzuweichen. Das macht sich bis zur Entfernung von 1690m auch immer stärker bemerkbar: Bei gewählter Voreinstellung von zunächst 86 MOA für eine Distanz von 1700m habe ich das Ziel einige Male überschossen, bevor ich angefangen habe, das ZF immer mehr „herunterzuklicken“. Mit ordentlichen 15 MOA Abweichung zum Wert der Drop-Chart habe ich dann schließlich getroffen. Das Ziel auf ca. 1800m mit dieser Erkenntnis zu treffen, war dann wieder relativ einfach.
Ab 1600m hat außerdem die Vorneigung meiner Blockmontage in Kombination mit dem Verstellbereich des ZFs nicht mehr ausgereicht, sodass ich die Blockmontage gelöst und von 5 MRAD auf 10 MRAD Vorneigung verstellt habe, was umgerechnet weitere 17 MOA Vorneigung ergeben hat (die Ziele auf 1690m und 1812m wurden mit dieser Einstellung getroffen).
| Entfernung [m] | Drop-Chart [MOA] | Klickwert [MOA] | Bemerkung |
| 150 | 0,77 | 0,75 | |
| 700 | 18,34 | ||
| 720 | 17,0 | ||
| 744 | 19,0 | ||
| 750 | 20,43 | ||
| 950 | 29,73 | ||
| 964 | 26,0 | ||
| 977 | 27,0 | ||
| 1000 | 32,27 | ||
| 1130 | 34,0 | ||
| 1150 | 40,66 | ||
| 1450 | 61,73 | 56,0 | |
| 1690 | 17,0+54 (=71) | von 5 auf 10 MRAD | |
| 1700 | 85,9 | ||
| 1800 | 96,34 | ||
| 1812 | 17,0+64 (=81) | von 5 auf 10 MRAD |
Alles in Allem war ich sehr zufrieden mit dem Tag, weil ich nicht nur den gewünschten 1-Mile-Shot erfolgreich absolviert habe, sondern das Ergebnis auch noch mit einem Treffer knapp jenseits der 1800m toppen konnte – und das bei insgesamt nur 33 abgegebenen Schüssen.
Für die fehlenden Distanzen zwischen 150m bis 700m werde ich so bald wie möglich die Klickwerte nachliefern!