Der provisorischen Systembettung aus Kunststoff habe ich ziemlich entgegen gefiebert, umso erstaunter war ich, als ich dann das komplett fertige Bauteil aus Alu erhalten habe. Für den Maschinenbediener war es letztendlich keine große Sache mehr, den Arbeitsablauf des kompletten Teils in die Maschine zu programmieren. Ein Kunststoffteil mit nur den absolut notwendigsten Geometrien wäre für ihn schlichtweg unnütze Mehrarbeit gewesen – schön, wenn er sich seiner Sache sicher ist! Auch für mich.


Was bis kurz vor meiner zweiwöchigen Dienstreise leider nicht mehr angefertigt werden konnte, waren die neuen Systemschrauben und kleinere Teile zur Betätigung des Magazins. Dessen Mechanismus zur Arretierung und Lösung hätte ich gerne noch mit getestet, leider muss das nochmal etwas verschoben werden. Was die Systemschrauben angeht, so konnte ich später mithilfe der alten Schrauben und einigen Muttern M8, die ich als Distanzmaterial benutzt habe, Systemhülse und Aluteil provisorisch verschrauben.
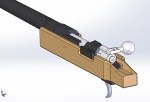
Als ich die Systemhülse des M-63 erstmals in das Aluteil legen wollte, hat diese aber leider nicht reingepasst!
Nach einiger Zeit hat sich heraus gestellt, dass der Grund dafür banal war: Das Gehäuse des Matchabzuges hatte ich mit 10mm Breite vermessen, ein Schacht mit 11mm Breite sollte nun auch die letzte CNC-Maschine dieser Erde hinbekommen. So war es auch, aber mir sind leider die beiden kleinen Madenschrauben zu beiden Seiten des Abzugsgehäuses durch die Lappen gegangen, die den Triggerstop gekontert haben: Gesamtbreite 11,4mm! Das Abschleifen der Madenschrauben auf Sandpapier war schnell erledigt und schließlich ging die Systemhülse des M-63 in die Bettung rein.





Der Kammerstengel lag im geschlossenen Zustand knapp oberhalb der neuen Bettung, beim Öffnen des Verschlusses gab es nirgendwo Kollision und das spitze Schraubenende unterhalb des Verschlussfangs auf der linken Seite saß auch perfekt in der Seitenwand – wunderbar!

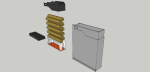
Anschließend wurde es spannend, denn ich habe ein volles Magazin in den neuen Schacht eingeführt. Da ich mein eisernes Prinzip, im eigenen Haus keine Waffe zu laden, bereits zuvor schon einmal gebrochen habe, fiel es mir diesmal auch gar nicht mehr schwer. Ja, ich weiss, das nächste Mal gehe ich dafür zum Nachbarn rüber, der freut sich bestimmt…
Das Magazin ging saugend in den Schacht rein, ganz ohne weitere Anbauteile hat es schon Halt gefunden.



Das Magazin stammt von einer Tikka T3 im Kaliber .30-06 und ist lang genug, das Kaliber 6,5×55 Schwede aufzunehmen. Leider gehen nur 5 Schuss rein und noch bedauernswerter ist, dass die Blattfeder innerhalb des Magazins die Patronenmulde nicht auf der kompletten Länge unterstützt. So können z.B. die ersten drei Patronen nach unten verkanten, wenn man die obere am Projektil in das Magazin herunter drückt. Das kommt im normalen Betrieb natürlich nicht vor, ist aber schon auffällig. Hier hätte ich mir gewünscht, dass die Magazinfeder etwas stärker ausgefallen wäre.
Die Patronen werden hingegen leider nicht immer zuverlässig zugeführt. Es passiert manchmal, dass die jeweils zweite im Magazin befindliche Patrone beim Nachladevorgang leicht mit nach vorne gezogen wird und mit der Spitze unterhalb der Laderampe des M-63 endet. Das Resultat ist eine klassische Ladehemmung beim zweiten Schuss. Beim Studium der Ladedaten ist die Patrone meiner favorisierten Laborierung aber später 80mm lang und geht damit noch gerade so in das Magazin rein. Klar, dass sich dann später keine Patrone mehr mit seiner Spitze im Magazin nach vorne bewegen kann, wenn die oberste Patrone geladen wird und beim Repetieren gegen die zweite im Magazin befindliche reibt.
Zurück von der Dienstreise warteten auch schon einige neue Teile auf mich:
Der Mechanismus zum Arretieren und Lösen des Magazins wurde montiert und zudem erhielt ich einige Aufnahmeteile für die neue Picatinny-Schiene. Letztere wurde nachgearbeitet und zentriert sich über eine Passung in Längsrichtung in allen drei Halterungen. Alle Halterungen sind wiederum in die entsprechenden seitlichen Ausschnitte im Basisschaft eingepasst. Die beim Schuss entstehenden Kräfte dürfen eben nicht unterschätzt werden, ein einfaches Zusammenschrauben kann es hier nicht sein, es liegen also alle Flächen an allen Seiten aneinander an. So wollte ich sicher stellen, dass sich im Betrieb kein Setzverhalten ergibt, das dazu führt, dass das ZF nochmal nachjustiert werden muss. Da beim Büchsenmacher bereits das Umbiegen des Kammerstengels beauftragt wurde, habe ich kurzerhand das ZF meiner Savage 10 BA inklusive ERA-TAC-Montage auf das neue System montiert. Damit lässt sich dann besser beurteilen, ob der Kammerstengel nun kollisionsfrei zu bedienen ist.








In Sachen Hinterschaft sind ebenfalls einige Teile fertig geworden. Zu sehen ist hier die höhen- und neigungsverstellbare Endplatte mit Klemmstange, Bagriderkufe und PRS-Schaftkappe von Magpul.


Zuletzt noch der Zweibein-Adapter inkl. Riemenbügelöse und Zweibein für die Montage an die Unterseite des Vorderschafts:



Es bleibt nach wie vor spannend. Sobald alles passgenau zusammengeschraubt werden kann, ist erstmal ein Probeschießen angesagt. Verläuft das zufrieden stellend, dann wird wieder alles demontiert und die Teile können zum Eloxieren und Brünieren. Lange wird es bestimmt nicht mehr dauern…