Manchmal ist es notwendig, die Visierlinie einer Optik über das normale Maß eines herkömmlichen Risers hinaus zu erhöhen. Die Gründe können vielseitig sein: Der eigene Komfort, spezielle Schießgestelle, die man einnehmen möchte oder beispielsweise die Verwendung von Nachtsichtgeräten oder Gasmasken. Auf der Suche nach solchen Erhöhungen/Risern für mein Holosun HE510C war für mich im Internet aber leider nichts Passendes zu finden. Die Riser waren meist nicht ausreichend hoch, hatten aber eine passende Länge oder waren beispielsweise richtig hoch und dafür für kleinere Reflexvisiere spezifiziert, auf die man das HE510C dann nicht montieren konnte. Für einige kleine Rotpunktvisiere der Marke Holosun bietet der Hersteller übrigens jene hohen Riser an, wer sich dafür näher interessiert, findet sie online. Selbst machen war mal wieder angesagt und darüber möchte ich in diesem Beitrag berichten.
Demontage und Konstruktion
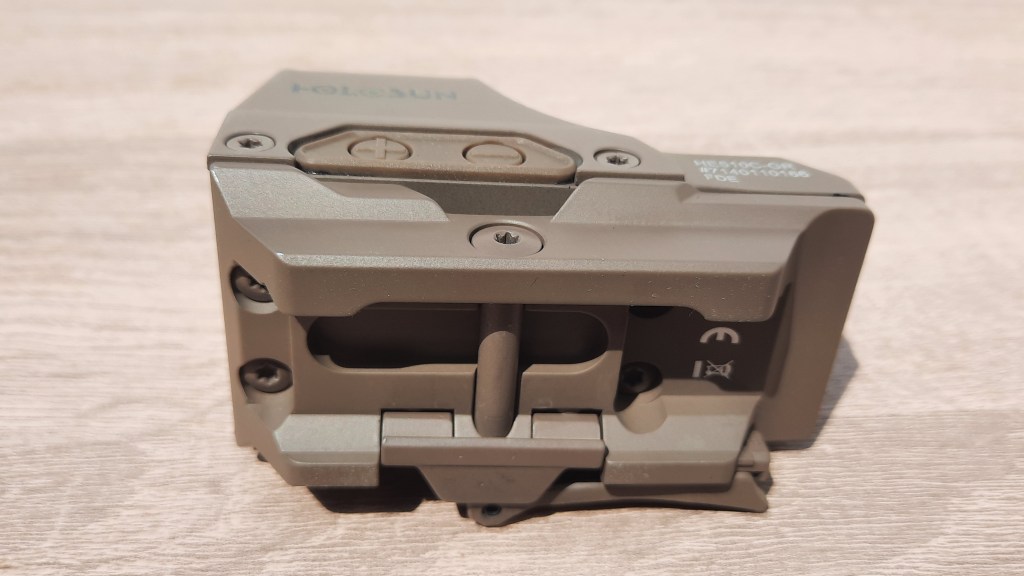
Das HE510C ist von der Unterseite her mit seiner Grundplatte verschraubt, vier Torx-Schrauben T10 sind zu lösen und man hält beide Teile in der Hand.
Interessant ist, dass das eigentliche Reflexvisier mittels „Nutensteinen“ nochmals in seiner Grundplatte fixiert und ausgerichtet wurde. In Längsrichtung kommen jeweils die kurzen Seiten zur Anlage, damit sich im Schuss durch die Trägheit kein Setzverhalten ergibt. Die Fortsätze und die Nuten sind an ihren langen Kanten allerdings nochmals angefast. Diese Geometrie ermöglicht eine exaktere Positionierung in vertikale Richtung, macht es mir hingegen aber wieder schwer, weil ich diese Maßnahme konstruktiv auch nicht außer Acht lassen kann: Das Visier soll später ja auch nicht sonstwohin nach links oder rechts zeigen.
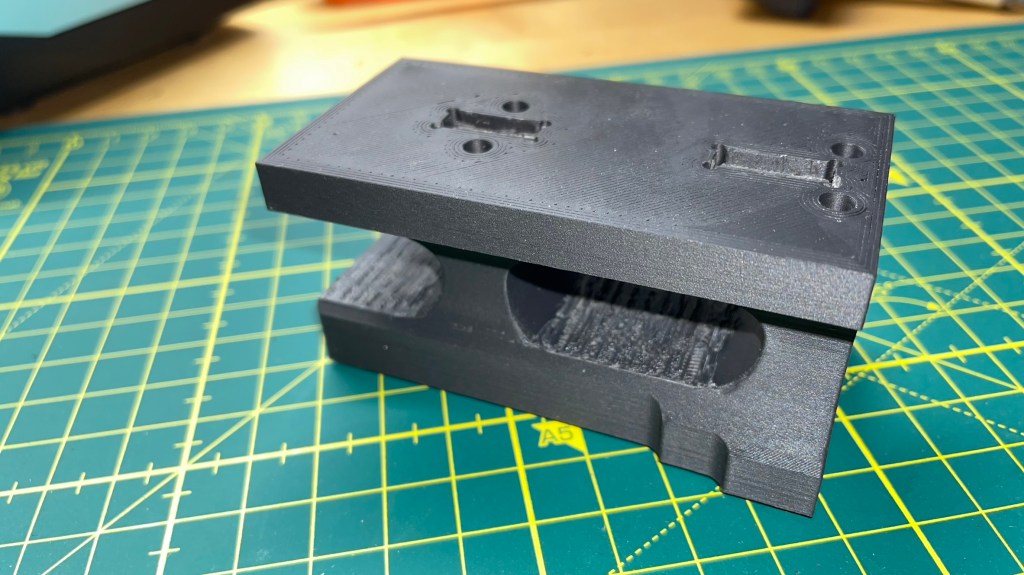
So sieht mein Prototyp aus, die Erhöhung beträgt +40mm:
Herstellung
Ich wollte das Bauteil zunächst aus Alu fräsen lassen, Marvin hat mir aber vorgeschlagen, es vorab mit seinem 3D-Drucker herzustellen. Die Bilder, die er mir vorab zugeschickt hatte, ließen schonmal auf eine feine Oberfläche hoffen. Im Inneren, wo die Stützstruktur gedruckt wurde, war die Oberfläche erwartungsgemäß etwas rauher. Hier habe ich später mit Schmirgelleinen nachgearbeitet.
Einpassen
Die beiden Fortsätze, die sich später in den Nuten zentrieren sollten, waren bewußt auf Kollision konstruiert worden. Ich wollte durch das nachträgliche Anfasen der Kanten erreichen, dass die Erhöhung möglichst spielfrei eingepasst wird (gelb). Gleiches galt für die langen Kanten der Nuten – hier ist mir das aber nicht ganz so gut gelungen. Grün markiert ist nochmals die Basis der Stützstruktur. Das Schleifen dieser Flächen war lediglich kosmetischer Natur.
So sieht das Gewehr nun mit unlackierter Visierlinienerhöhung aus. Eigentlich auch ganz passabel, denn die schwarz eloxierte Buffertube setzt ja auch schon ´nen sehr ähnlichen Akzent. Das Upper ist übrigens von Hera Arms und entspricht dem „SRB“, über das ich bereits geschrieben habe.
Am Ende ist der Riser aber doch lackiert worden und die ganze Konstruktion hat natürlich auch vier neue Schrauben ISO 4762 M4x60-V2A erhalten. Die Schrauben mussten noch auf eine Länge von 43,9 mm +0mm/-0,2mm gekürzt werden. Mit der Ausgangslänge habe ich etwas vorgehalten, falls der Prototyp mit +40mm dann doch zu niedrig ausgefallen und beispielsweise +50mm notwendig gewesen wäre.
Die Höhe des Risers hat sich in der Erprobung dann aber als komfortabel und zugleich praktikabel erwiesen. Ich strebe trotzdem noch eine weiteren Version an, weil ich die Zentrierung der nunmehr drei Bauteile zueinander noch verbessern will. Im Anschluss daran werde ich die Datei dann im Bereich „3D Druckarchiv“ veröffentlichen. Abschließend noch ein Bild der kompletten Waffe mit lackiertem Riser.
Nachtrag Juli 2023
Ich habe eine angepasste Version der Erhöhung konstruiert, die ich hier zum Download bereitstellen möchte. Beachtet bitte, dass Ihr wie bei allen 3D-Druckteilen auf diesem Blog die Dateiendung von „.docx“ zu „.STL“ ändern müsst. Nach dem Druck müssen die entsprechenden Kanten der Taschen und Erhöhungen noch mit der Feile angefast werden, um eine Montage zu ermöglichen. Somit ist auch gleich die Zentrierung der Teile zueinander gewährleistet. Die Durchgangsbohrungen sollten auch nochmals mit D=4,00mm aufgebohrt werden.
Als Fan von Zielfernrohren der Marke Sightron habe ich bereits einige Exemplare davon auf verschiedenen Waffen. Am Zielfernrohr S-Tac 4-20×50 auf meinem AR-15 hat sich aber jüngst eine Schwachstelle an der Objektivkappe gezeigt: Selbige steht beim Öffnen nicht mehr unter der anfänglichen Federspannung. Das wundert mich etwas, denn es handelt sich um das neueste ZF in meinem Besitz.
Vom letzten ZF „Everest“ von Tac Vector Optics hatte ich noch zwei Kappen von Butler Creek übrig, die ich stattdessen verwenden wollte. Jene für das Okular war leider zu groß und die für das Objektiv (D=58mm Außendurchmesser) mit einem Innendurchmesser von 57,2mm leider etwas zu klein.
Mit Gewalt Draufquetschen wäre vielleicht möglich gewesen, habe ich mit Rücksicht auf die nachträgliche Lackierung dann aber doch lieber gelassen. Ich habe stattdessen versucht, den Durchmesser der Objektivkappe zu erweitern – hier ist mein Bericht dazu:
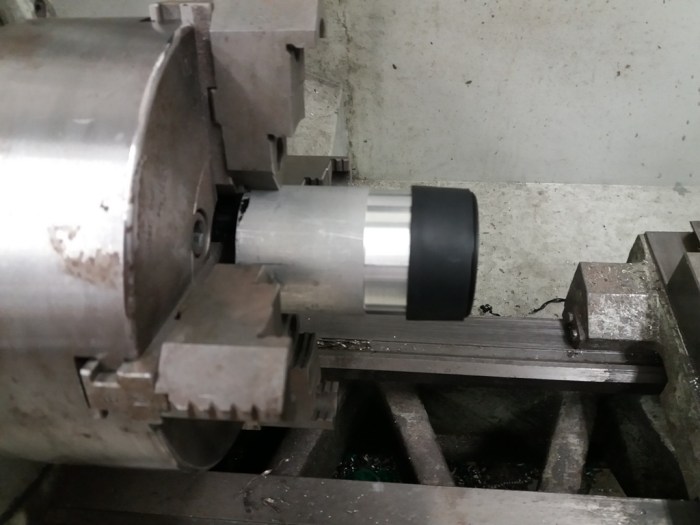
Den Außendurchmesser habe ich am Objektiv wie bereits erwähnt mit 58,0mm ermittelt. Da die Kappe auf jeden Fall stramm sitzen sollte, habe ich dafür einen Aluminiumzylinder mit Durchmesser 57,9mm gedreht. Der Plan war, die Kappe dann langsam auf diesen Durchmesser aufzuweiten. Da sie aus Kunststoff ist, hat es sich bestens angeboten, das mittels Wärmezufuhr zu machen.
Da ich nicht wusste, ob am Ende das gewünschte Resultat herauskommt, habe ich die Kappe soweit möglich noch zerlegt. Es muss ja nicht mehr wegschmelzen, als unbedingt nötig…
Ich habe mir dann überlegt, wie man die Kappe gleichmäßig erhitzen kann, sodass sie Stück für Stück auf den gedrehten Zylinder aufgeschoben werden kann. Ein Backofen kam da in die nähere Auswahl, wobei ich nicht wusste, ob dieser tatsächlich heiß genug werden würde. Man hätte den Zylinder dann mit Kappe in den Ofen stecken können und diese dann von Zeit zu Zeit auf dem Zylinder nachdrücken müssen.
Besser fand ich dann die Idee mit der Drehbank und dem Heißluftfön. Den Aluzylinder habe ich mit der aufgeschobenen Kappe dann kurzerhand wieder eingespannt und eine Geschwindigkeit von 30 U/min gewählt.
Als Heißluftfön habe ich das folgende Fabrikat genutzt:
Wobei das Fabrikat sicherlich zweitrangig ist und es eigentlich eher auf die Leistung/Temperatur ankommen dürfte. Jedenfalls hat es meist nur 3-4 Umdrehungen mit dem Fön auf Stufe 3 (von 6) gedauert, bis man die Kappe Stück für Stück weiter auf den Zylinder schieben konnte. Das ging recht leicht, die Drehbank habe ich dafür immer wieder angehalten.
Die Okularkappe habe ich dann nach dem Abkühlen probehalber mal vom Zylinder abgezogen, das Teil saß aber immer noch relativ stramm. Also habe ich den Fön höhergestellt – diesmal habe ich auf Stufe 5 bei nur ca. 4 Zentimetern Abstand voll auf den Ring gehalten. Den beiden Nasen zur Befestigung der Klappe bin ich dabei immer ausgewichen, bei 30 U/min auf der Drehbank ging das noch ganz gut. Ich hatte anschließend nicht wirklich das Gefühl, dass es noch viel besser geworden ist, habe die Kappe aber wieder zusammengesetzt und probehalber ans ZF montiert. Ich musste immer noch etwas Kraft beim Aufschieben aufwenden. Ca. 5mm vor dem Anschlag der Kappe habe ich der Lackierung zuliebe dann aber aufgehört zu schieben.
Die Okularkappe saß bereits ausreichend fest und wer weiß, wann ich diese mal wieder abnehmen werde – der Lack sollte darunter auf jeden Fall nicht leiden. Sollte ich wieder mal eine Objektivkappe anpassen müssen, werde ich aber einen Aluzylinder mit Sollmaß des Objektivdurchmessers im Außendurchmesser herstellen, das scheint mir in Verbindung mit dem Material der Kappe die bessere Wahl zu sein.
Hier ist mein Erfahrungsbericht zum Laufwechsel an meinem AR-15 von Hera Arms, der durch entsprechend schlechte Schussbilder notwendig geworden ist. Diese Schussbilder sind nicht erst seit Kurzem so, dass sie mir nicht mehr gefallen haben und trotzdem hat es etwas länger gedauert, bis ich das Thema Laufwechsel überhaupt in Erwägung gezogen habe. Übrigens sind fast alle Schussbilder (damals wie heute) sitzend mit Zweibein und Sandsack am Hinterschaft entstanden, nur in wenigen Fällen habe ich den Sandsack mal probehalber weggelassen.
Rückblick: Schussbild und Laborierung der damaligen Neuwaffe (18“-Lauf, US100)
Gekauft habe ich die Waffe mit dem Upper „US100“, das ist im Wesentlichen der schwarze 18“ Matchlauf von Hera. Die Schussbilder sahen mit der entsprechenden Laborierung damals wie folgt aus:
Für mich kein Grund, irgendwas zu bemängeln…
Hier nochmal die zugehörige Laborierung:
Hülse: Lapua Match
Pulver: 23,5 gr. Lovex S060
Geschoss: Hornady Vollmantel-BT, 55gr.
Zünder: Federal Ammunition FA 205
OAL: 56,6mm
Lauflänge: 18 Zoll
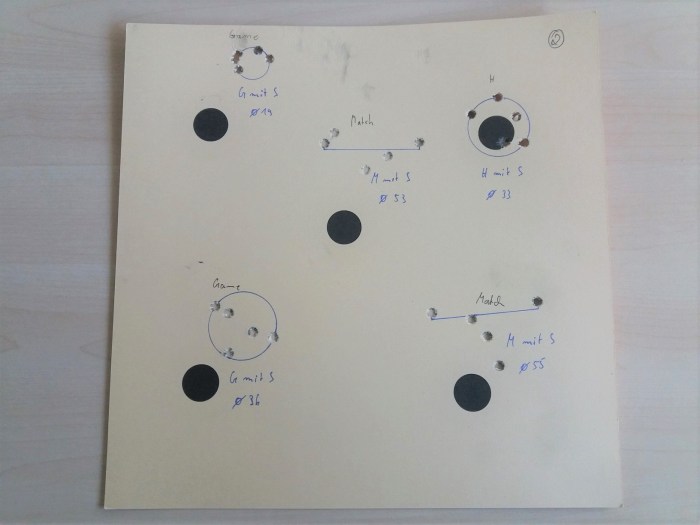
Schussbilder nach 3850 Schuss:
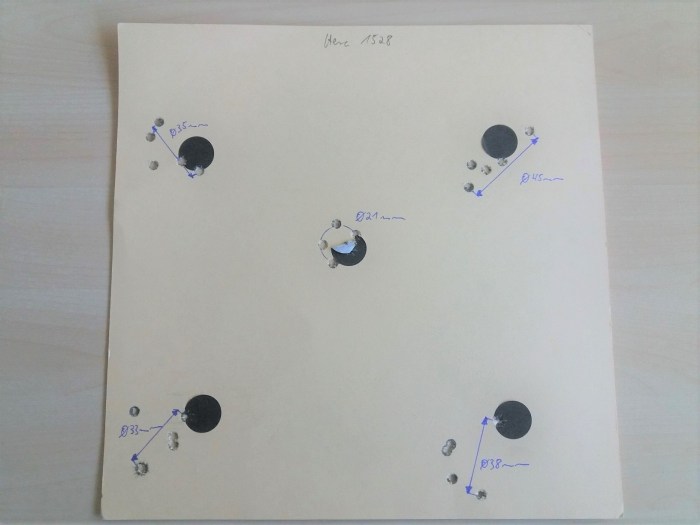
Ich habe fleißig Rohrbuch geführt und kann die Belastung des Laufs daher sehr genau angeben. Wie auf den Bildern zu sehen ist, wurden die Streukreise bei ansonsten gleicher Laborierung mit der Zeit größer. Ich habe daraufhin angefangen, mit anderen Geschosstypen (unter Beibehaltung der OAL und der Pulvermenge) zu experimentieren, die Hinweise nahe der Schussbilder sind „H“ für die alte Laborierung mit 55gr. Hornady VMBT-Geschoss, „M“ für 52gr. Sierra Matchking 1410 HPBT und „G“ für 55gr. Sierra Gameking 1390 HPBT.
Ich habe dazu auch verschiedene Anschlagsarten ausprobiert, sodass ich die Waffe mal mehr und mal weniger in die Schulter gezogen habe – das hat aber auch nichts gebracht, außer der Erkenntnis, dass man die Waffe mit diesem Schaft besser doch in die Schulter zieht. Es gab bei allen Geschosstypen durchaus auch gute Streukreise mit knapp über oder unter 22mm (über die Geschossmitten gemessen), die meisten Streukreise maßen allerdings im Bereich >35mm und viel zu häufig auch um die 45mm bis hin zu 50mm. Im Hinblick auf das, was mal an Streukreisen möglich war, war ich von den Ergebnissen wirklich enttäuscht.
Telefonat mit Hera Arms
Daraufhin habe ich bei Hera Arms angerufen und mich mal erkundigt, was mir als Endverbraucher für Optionen offenstehen. Hera hat sich bereiterklärt, sich der Sache anzunehmen und hat mein Upper durch Overnite für eine Inspektion abholen lassen. Ein Probeschießen und eine Laufinspektion sollten auch erfolgen – das alles bis dahin erstmal kostenlos für mich. Da sich die Firma in den Vorbereitungen für das Steelmatch 2020 befand, hat die Befundung zwar etwas länger gedauert, dafür ging der Laufwechsel ab dem Tag der Entscheidung dafür umso schneller.
Laut Hera Arms konnte man also bereits Abnutzungsspuren im Laufinneren erkennen und das von Hera ermittelte Schussbild wurde für diese Sorte Lauf als „grenzwertig“ angesehen. Das hat mich nicht wirklich beruhigt, denn für mich war die Grenze längst überschritten – aber es hat mich in meiner Entscheidung bekräftigt! Geschossen wurde übrigens mit dem hauseigenen ZF der Marke Vortex (5-30×56, wenn ich mich recht erinnere), eigene Gläser oder sonstiges Zubehör sollten vor Einsendung aufgrund eingeschränkter Gewährleistungsansprüche aber demontiert werden.
Im Beratungsgespräch nach der Befundung habe ich dann mal nach Erfahrungswerten für die Haltbarkeit von Läufen gefragt und das Gespräch kam sehr schnell auf das Thema Laufreinigung, die daran einen großen Anteil haben kann. Eine Schussbelastung von knapp 3800 Schuss ist nun wirklich nicht allzu viel und es kam der Gedanke auf, dass der Lauf vielleicht „kaputtgeputzt“ wurde. Das war mir erst nicht schlüssig, denn alles, womit ich in und an den Lauf gehe, ist definitiv weicher, als der Laufstahl selbst. Sei es nun die Messingdrahtbürste oder jene aus Nylon. Eine Sache ist aber nicht von der Hand zu weisen und ist bei nachträglicher Betrachtung auch schlüssig: Die Tatsache, dass ich ca. alle 200 Schuss die Kupferablagerungen der Geschosse im Lauf mit 25%igem Ammoniak löse, könnte zur frühzeitigen Abnutzung desselben geführt haben.
Ich habe schon öfter von anderen Schützen gehört, dass die Verwendung von Ammoniak generell als schädlich für den Lauf angesehen wird. Allerdings habe ich auch gehört, dass das nur dann der Fall ist, wenn man das Ammoniak im Lauf trocknen lässt und sich dadurch feine Kristallstrukturen auf der Oberfläche bilden, die dann mit dem nachfolgenden Schuss zu Beschädigungen führen. Ich war der Meinung, dass eine nachträgliche gründliche Trocknung mit mehreren Patches und einer ordentlichen Ölung des Laufs im Anschluss an die Behandlung mit Ammoniak aber genau das verhindern sollten. Ich weiss es auch nicht besser und Sagen und Mythen haben natürlich auch ihren Platz im Schießsport, also lassen wir das mal so stehen…
Hera Arms hat mir hingegen erklärt, dass die Einlagerungen von Messing imstande sind, kleinere Unebenheiten (übrigens mikroskopisch klein und in der Werkstoffkunde auch „Pittings“ genannt) zu füllen. Das Entfernen dieser Einlagerungen mit Ammoniak löst diese Füllung aber heraus und gibt die darunter liegende Oberfläche wieder den nachfolgenden Brenngasen preis. Da das Pitting mit einem Schlagloch vergleichbar ist, ist klar, dass es bei regelmäßigem Auswaschen der Füllung mit der Zeit eigentlich nur noch größer werden kann, weil die Angriffsfläche für die Brenngase immer wieder freigelegt wird.
Für mich stand also schnell fest, dass ich einen neuen Lauf haben möchte. Zwei Läufe standen für mich zur Auswahl: Abermals der „alte“ 18-Zöller oder der relativ neue SPB200 Matchlauf mit einer Lauflänge von 16,75“. Mit Letzterem wurden laut Hera in einigen Fällen sogar engere Streukreise geschossen, als mit dem 18“-Lauf. Ich habe auf diese Meinung vertraut und das „Go“ für den Einbau des SPB200 gegeben. Nach nur ca. 1,5 Wochen konnte ich mein Upper dann inkl. allen notwendigen Arbeiten und mitsamt neuem Beschuss auf dem Steelmatch in Philippsburg abholen. Die Kosten für den Laufwechsel mit einmaligem Transport durch Overnite und Neubeschuss beliefen sich auf ca. 320 € – ein super Preis! Der Verschlusskopf war noch in entsprechend gutem Zustand und musste nicht getauscht werden, der Verschlussabstand hat nach dem Laufwechsel ebenfalls noch gestimmt.
Schussbilder mit 23,5 gr. S060 und Lauf SPB200
Ich habe zwar von der alten Munition (23,5 gr. Lovex S060 mit 55gr. Hornady Vollmantel-BT) noch einiges übrig, aber diese Sorte kam erstmal nicht zum Einsatz. Priorität hatte erstmal wieder die Erprobung der „Neuen Geschosse“ 55gr. Siera HPBT Game King und 52gr. Sierra HPBT Matchking. Sie wurden abermals mit der Pulvermenge von 23,5gr. S060 kombiniert und um möglichst gute Bedingungen zu schaffen, habe ich als Zweibein eines von Harris genutzt, statt weiterhin dessen Klon zu verwenden. Das Ergebnis war gar nicht mal so schlecht, hat mich jetzt aber auch nicht wirklich in Begeisterung versetzt. Immerhin besser als vorher…
Schussbilder mit 24,0 gr. S060 und Lauf SPB200
Wo ich schonmal beim Ausprobieren war, habe ich zu den Geschossen „Matchking“ und „Gameking“ natürlich auch mal die Pulvermenge von 23,5 auf 24,0 gr. erhöht – das Ergebnis war genau das, was ich mir erhofft hatte! Wie man auf der Auswertung sehen kann, waren Streukreise („über Mitte“) von 9-14mm auf eine Entfernung von 100m möglich. Klar, man sieht in fast jedem Schussbild noch einen Ausreißer, aber diese habe ich selbst verursacht. Das soll heißen, ich habe im Schuss bereits gemerkt, dass ich das AR meist nicht richtig fixiert habe.
Um sicher zu gehen, ob es notwendig ist, nun dauerhaft auf die relativ teuren Geschosse von Sierra umsteigen, habe ich die 24 gr.-Laborierung natürlich auch mit den „alten“ Geschossen von Hornady (=H) aber auch mit den Gameking (=GK) von Sierra ausprobiert (linkes Bild). Im rechten Bild sieht man eine 9er- und zwei 10er-Schussgruppen mit Hornady VMBT, Sierra Gameking und Sierra Matchking.
Es wurden zwar auch mit den Geschossen von Hornady vereinzelt sehr gute Streukreise geschossen, allerdings war die Tenzend zu besseren Schussbildern eher bei Sierra zu sehen. Preislich unterscheiden sich Gameking und Matchking kaum. Da der Streukreis mit Matchking-Geschoss im letzten Bild allerdings etwas enger ist und der Preis sogar einen Ticken geringer als beim Gameking-Geschoss, ist meine Entscheidung für das Sierra Matchking 1410 52gr. HPBT-Geschoss gefallen. Nebenbei bemerkt, war das ebenfalls jenes Geschoss, mit dem auch Hera Arms in Verbindung mit dem SPB200 die besten Streukreise erzielt hat, dort allerdings mit Fabrikmunition S&B Match oder GGG (beide waren sehr gut getestet, aber nur eines hat das 52gr. Sierra-Geschoss, wenn ich mich recht erinnere).
Der Vollständigkeit halber nochmal die neue Laborierung:
Hülse: Lapua Match
Pulver: 24,0 gr. Lovex S060
Geschoss: Sierra Matchking 1410 HPBT, 52gr.
Zünder: Federal Ammunition FA 205
OAL: 56,6mm
Lauflänge: 16,75 Zoll (Matchlauf)
Schussbild mit 24,0 gr. S060 und SRB-Upper
Wo ich schonmal dabei bin, gehe ich den Weg auch zu Ende und jage meine Laborierungen auch nochmal durch das SRB-Upper von Hera Arms…
Schussbild mit 23,5 gr. S060 und SRB-Upper
Wie auf dem Bild ersichtlich, besitzt das SRB ein leistungsschwacheres ZF. Es hat nur einen 12-fachen Zoom, der für die Erprobung voll aufgedreht war und zudem ein Mil-Dot-Absehen mit einem Fadenkreuz, das das Schusspflaster auf 100m schon komplett verdeckt. Unter diesen Bedingungen bin ich mit dem zweiten Schussbild unter Verwendung der alten Laborierung ziemlich zufrieden.
Mein Fazit:
Im SPB200 16,75″ verwendet man besser 24,0 gr. S060, die Sierra-Geschosse Matchking und Gameking sind fast gleich gut.
Im SRB 16,75″ ergibt eine Pulvermenge von nur 23,5gr. S060 die besseren Streukreise. Andere Geschosse als das Hornady 55gr. VMBT-Geschoss wurden bisher noch nicht getestet.
Mit dem 18″-Matchlauf wurden damals sehr gute Streurkreise mit der Laborierung ganz oben (23,5 gr. S060) erzielt. Ob ich vor dem Laufwechsel vielleicht noch etwas mit einer 24 gr.-Laborierung und eventuell einem anderen Geschoss etwas zum Besseren hätte verändern können, werde ich leider nicht mehr erfahren – da war ich zu voreilig…
Ich hatte bereits erwähnt, wie sehr ich es bereut habe, nicht noch mehr „Infidel“-Rail Panels aus den Vereinigten Staaten mitgebracht zu haben. Bei dem Versuch, die favorisierten Panels dann nochmals im Internet zu finden, um diese nachzukaufen, dämmerte es mir dann so langsam, dass diese gar nicht mehr aktuell sind, da sie in fast keinem Onlineshop mehr erhältlich waren.
Aus dem Kopf ging mir die Sache trotzdem nicht und es verging noch einige Zeit, bis mir endlich eingefallen ist, dass man die Teile nicht nur durch Spritzgusstechnik, sondern auch mittels 3D-Druckern (Rapid Prototyping) herstellen lassen kann. Dazu sind lediglich wenige Dinge notwendig: Ein mittels CAD-Software erstelltes 3D-Modell und deren Datei im Format „.STL“, sowie ein 3D-Drucker. Die CAD-Software kann bisweilen teuer sein, glücklicherweise steht mir diese schon von Berufs wegen zur Verfügung.
Wäre da noch der 3D-Drucker, diese sind heutzutage auch schon erschwinglich. Bei meiner Recherche ist mir da besonders der Renkforce von Electronic Conrad aufgefallen, der im Test der „Chip“ ganz gut abgeschnitten hat und den man mit Zubehör von Dremel oder Proxxon auch für Gravuren und leichte Fräsarbeiten nutzbar machen kann.
Wer wie ich das Geld nicht ausgeben möchte, kann sich stattdessen im Internet auf die Suche nach Shops machen, die nach dem Upload solcher Dateien den Druck der Teile übernehmen. Für die Panels kommen dabei zwei Verfahren in Frage: Selektives Lasersintern (SLS) oder das Fused Deposition Modeling (FDM). Letzteres war meine Wahl, dabei wird ein auf einer Rolle aufgewickeltes Kunststofffilament erhitzt und durch eine Düse geleitet. Die Abkühlung erfolgt bald nach dem Auftragen. Dieses Verfahren ist nicht so genau, wie das SLS-Verfahren, aufgrund der äußeren gleichmäßigen Fläche der Panels können diese bei Nichtgefallen aber noch leicht mit feinem Schmirgelpapier nachbearbeitet werden.
Prototypen:
Beim ersten Prototyp habe ich ausprobiert, welche Maße meine Funktionsflächen zueinander haben müssen. In diesem Fall saß das Panel leider zu eng auf der Picatinny-Schiene. Also habe ich mit der Lasche gleich noch einen Biegeversuch unternommen und sie abgebrochen.
Übrigens werden die Panels hochkant gedruckt und so sieht man auf den nächsten Bildern weitere maßliche Prototypen mit für den Drucker komplizierten Buchstabengeometrien, verschiedenen Materialien (Linkes Bild, linkes Teil: Colorfabb HT – linkes Bild, rechtes Teil PLA/PHA) und verschiedenen Farben.
Nach einigen Versuchen waren die notwendigen Maße gefunden und das Material PLA/PHA ausgewählt. Wichtig war nur noch, ob die Picatinny-Schiene, auf der das Rail Panel sitzen soll gefräst ist oder ob es sich um ein Strangguss-Profil handelt. Ersteres ist an seinen scharfen Kanten sehr gut zu erkennen, letzteres findet man eher auf Zubehörteilen wie z.B. Picatinny-Risern. Davon abhängig muss bei der Erstellung des 3D-Modells ein einziges Mass angepasst werden.
Das erste brauchbare Rail Panel ist auch gleich ein Tribut an das Computerspiel DOOM.
Betrachtet man die Rückseite, sieht man dort in der Mitte verlaufend eine eher grobe Struktur. Hier wurde eine Stützstruktur für den Nutenstein auf der rechten Seite hinzu gefügt, weil das Panel hochkant gedruckt wurde und die Düse das Material ja nicht in der Luft auftragen kann. Die Stützstruktur wird nach dem Drucken dann einfach weggebrochen. Eine Nacharbeit ist in fast jedem Fall nochmal mit Cuttermesser und Feile notwendig. Möglicherweise könnte diese Nacharbeit beim SLS-Verfahren wegfallen.
Jedenfalls kann man ohne allzu viel Aufwand jede Menge Ideen verwirklichen, wenn man die Basis erst mal konstruiert hat. Dabei spielt es keine Rolle, ob Schriftzüge oder Symbole eingeprägt oder aufgeprägt werden.
Die Grundlage für diesen Beitrag war ganz klar Spieltrieb und nichts Anderes. Heraus gekommen ist dabei ein Kompensator (alias Schalldämpfer-Attrappe) ohne den Anspruch auf schiesstechnische Sinnhaftigkeit. Nur „Show & Shine“, da will ich niemandem etwas vormachen.
Die Gesetzeslage in Deutschland erlaubt Attrappen dieser Art, sie sind daher auch frei verkäuflich, obwohl ich persönlich bis jetzt noch nach keiner gesucht habe. Zudem habe ich Kenntnis von Zulassungsbescheiden des BKAs zu halbautomatischen MP5-Systemen, in denen explizit auf die zur Waffe zugehörige und somit im Lieferumfang enthaltene Schalldämpfer-Attrappe hingewiesen wird.
Der Mündungsfeuerdämpfer Hera CC muss zunächst einmal abgeschraubt werden.
Beim Nachbau des Bauteils gemäss Zeichnung weise ich ausdrücklich auf folgende Punkte hin:
Die Verwendung des Kompensators erfolgt auf eigene Gefahr und eigenes Risiko!
Es wird keine Garantie für die Richtigkeit der Zeichnung übernommen!
Je nach Lauf können Anpassungsarbeiten am Bauteil erforderlich sein!
Anpassungsarbeiten an wesentlichen Bauteilen von Schusswaffen (z.B. Mündungsgewinde am Lauf schneiden) erfordern eine Waffenbearbeitungserlaubnis. Bei Bearbeitung von wesentlichen Bauteilen einer Schusswaffe ohne diese Erlaubnis droht der Verlust aller Sportgeräte und der zugrunde liegenden WBKs!
Folgende Empfehlungen/Infos möchte ich noch erwähnen:
Die gezeichneten Gewinde ½“-28 UNEF sollen jene von Mil-Spec-Läufen sein, das Bauteil passt aber auch auf ein ½“-28 TPI-Gewinde.
Das Bauteil unterliegt Schwingungen, wenn es am Lauf angebracht ist. Der Austrittsdurchmesser sollte deshalb für das Kaliber .223 Rem. laut Zeichnung übernommen werden. Eine Kollision mit dem Projektil sollte damit vermieden sein.
Das auf den Bildern zu sehende AR-15 ist das 16,75″ SRB von Hera Arms. Weitere Informationen zu einem Upper aus gleichem Hause mit 18″-Matchlauf gibt es hier. Erprobt wurden das Bauteil bereits, allerdings ohne Beurteilung einer Treffpunktverlagerung. Ich erwarte, dass die grundlegende Präzision der Waffe nicht wirklich beeinträchtigt wird und sich nur das Schussbild in eine neue Richtung verlagert, die dieser neuen Masse schwingungstechnisch geschuldet ist. Ähnliche Erfahrungen habe ich bereits in diesem Bericht mitgeteilt.