Dieser Beitrag befasst sich mit der Anfertigung von Exerzierpatronen, die – wie der Name schon sagt – zu Übungszwecken hergestellt wurden. Das ist jetzt an und für sich keine große Kunst für einen Wiederlader solche Patronendummys herzustellen, weil er ja bereits alles auf Lager hat und nur gewisse Komponenten weglassen muss. Aber bei diesem Vorhaben habe ich spezielle Kriterien für die Übungspatrone zugrunde gelegt:
- Schnelle Auffindbarkeit bei Verlust im Gelände
- Keine Möglichkeit, nachträglich daraus eine scharfe Patrone herstellen zu können
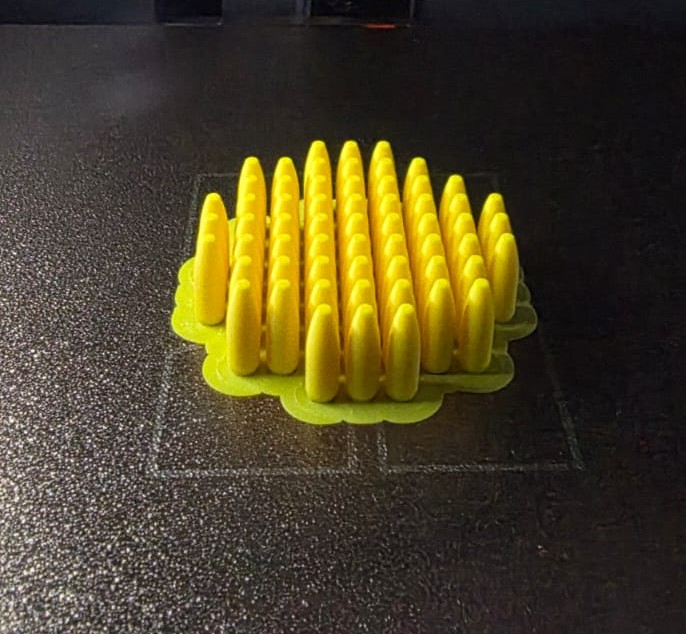
Für den ersten Punkt wären farbige Geschosse wünschenswert gewesen, wie ich sie von manchen Herstellern von Kurzwaffengeschossen kenne, für dieses Kaliber habe ich aber leider keine mit Lackbeschichtung gefunden. Die Idee lag nahe, dann einfach ein Geschoss aus entsprechend knallbuntem Filament zu drucken, aber im Netz habe ich dazu auch wieder keine passenden Dateien gefunden.
So habe ich das Projektil in verschiedenen Längen/Geschossformen und Durchmessern schnell selbst konstruiert, hier mal eine kurze Übersicht.

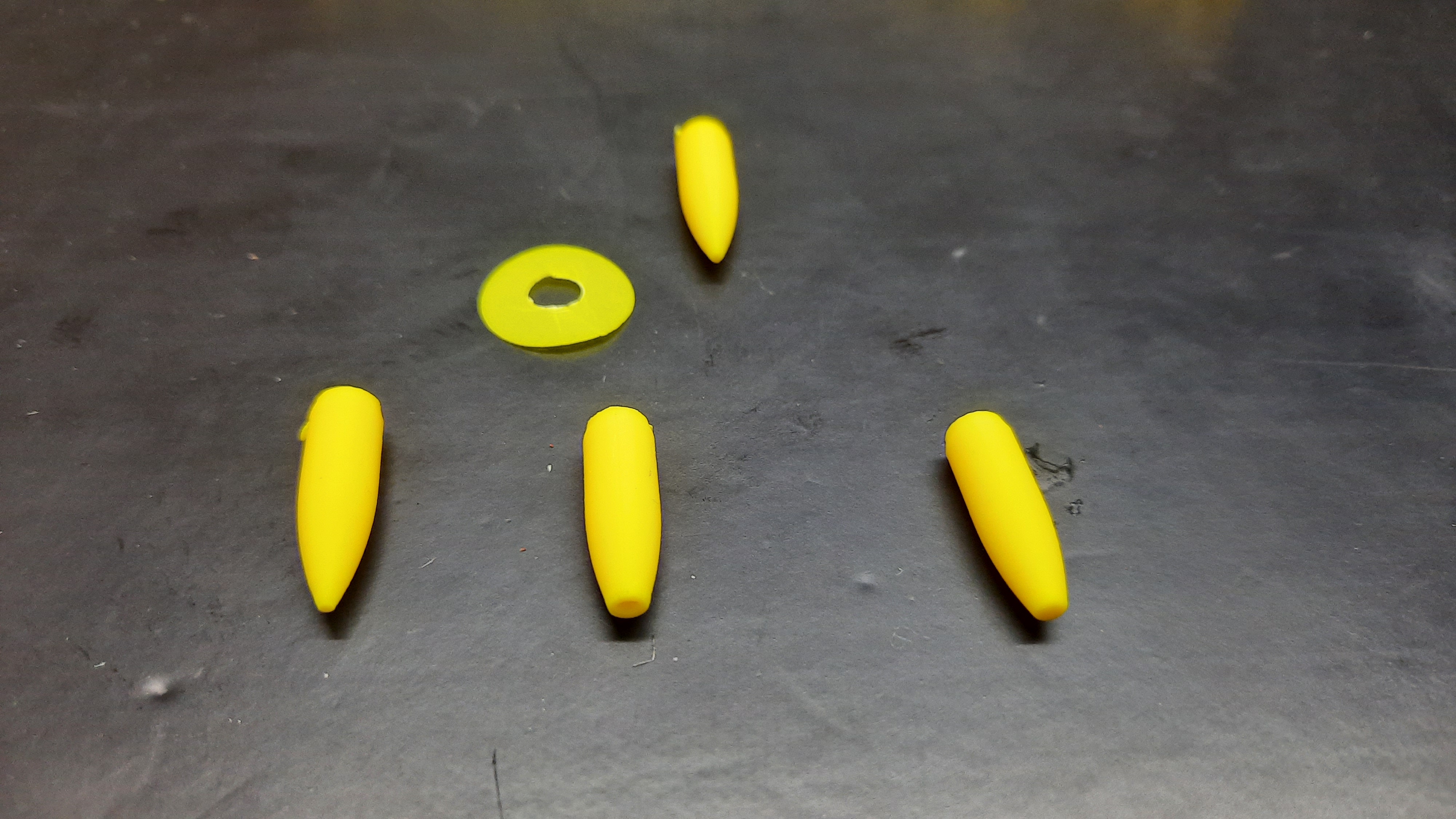
Je nach Durchmesser wird beim Setzten des Geschosses dann mal mehr oder weniger Material durch den Hülsenmund abgeschabt. Hier muss man ggf. verschiedene Geschossdurchmesser ausprobieren, je nachdem, wie maßhaltig der verfügbare Drucker ist.

Die für mich besten Ergebnisse kann man auch gleich hier herunterladen. Zur Auswahl stehen die Durchmesser 5,75mm und 5,80mm. Denkt wie immer daran, bei den Dateien nach dem Download die Endung in „.stl“ zu ändern, da ich diesen Dateityp leider nicht uploaden kann.
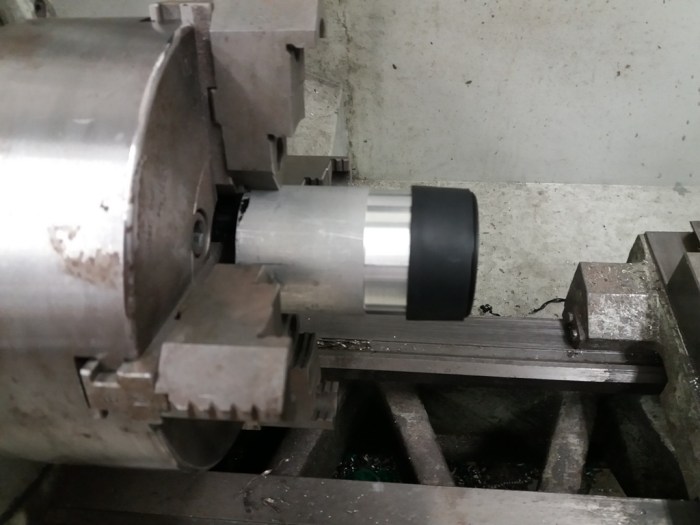
Kommen wir zur Hülse:
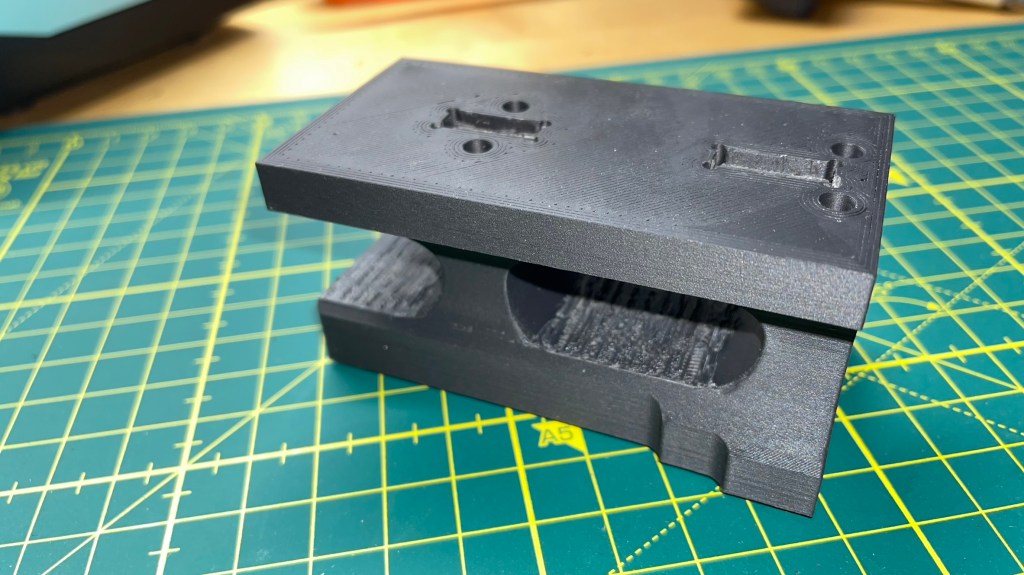
Für das Bohren habe ich mir für die Menge der Exerzierpatronen dann eine Bohrschablone mit Anschlag angefertigt (die verklebten Aluklötze rechts im Bild) und mit einem Bohrer vom Durchmesser 3,5mm durchgebohrt. Leider bedingt diese Maßnahme, dass man im Anschluss auch wieder entgraten muss. Die Hülsen habe ich dann als Letztes kalibriert, wobei dann natürlich auch das Zündhütchen ausgestoßen wurde.

Für die leere Zündglocke habe ich im nächsten Schritt dann mit einer Lochzange aus einer 3mm starken Gummimatte jene Stopfen gestanzt, die später die Energie des Schlagbolzens aufnehmen sollen. Verklebt wurden sie mit ein wenig Sekundenkleber.

Das Setzen der Dummy-Geschosse funktioniert wie mit echten Geschossen, außer, dass man vielleicht hier und da noch vom Hülsenmund abgeschabte Kunststoffreste entfernen muss.
Diese Exerzierpatronen sind natürlich lange nicht so robust, wie ihre Alternativen aus Aluminium, allerdings wesentlich günstiger in der Herstellung. Sollten Geschossspitzen mal abbrechen, so kann man den Rest mit einem Akkubohrer und einer eingedrehten Spax-Schraube sicherlich schnell rausziehen und ersetzen, ohne die Hülse erneut kalibrieren zu müssen.