Meine Benelli M4 hole ich vergleichsweise selten aus dem Schrank und so war ich seit langer Zeit mal wieder dynamisch mit ihr schießen. Bei Abschluss des Trainings habe ich dann aber doch die Möglichkeit vermisst, eine Single-Point-Sling wie bei meinem AR-15 verwenden zu können. Da beide Gewehre farblich ähnlich sind und somit auch meine Magpul-Sling MS4 – ursprünglich für das AR beschafft – wieder farblich zur M4 passt, wollte ich probieren, einen QD-Sling-Adapter für die Flinte zu entwickeln. Das Gewehr besitzt wie ersichtlich einen feststehenden Schaft, an dessen Ende beidseitig durchaus ein Gewehrriemen eingefädelt werden kann, nur leider hat keiner meiner Gewehrriemen (HK G36 oder Magpul QD-Sling MS4) daran gepasst. Der HK G36-Riemen passt zumindest schonmal am Vorder-, aber eben leider nicht am Hinterschaft.


Zunächst mal habe ich im Internet nach einer existierenden Lösung geforscht und diese auf dem US-Markt auch gefunden. Jetzt war zumindest klar, dass die Lösung eine schmale Platte zwischen Systemgehäuse und Schaft sein wird.
Als Nächstes galt es herauszufinden, wie die Flinte dahingehend zerlegt wird, um an den entscheidenden Stellen mal Mass zu nehmen. Ein Youtube-Video hat mir schließlich den Hinweis gegeben, dass die Abzugsbaugruppe vorher entfernt werden muss, indem ihr seitlicher Pin herausgedrückt wird.



Der Hinterschaft kann dann durch Drehen abgenommen werden. Was zum Vorschein kommt, ist das gleiche Schaftgestänge wie bei der Benelli M4 mit Teleskopschaft. Das mittlere Bild zeigt den maximalen Spalt von ca. 4mm, kurz bevor sich die beiden Schaftteile lösen.



Tief im Inneren des Hinterschafts befindet sich ein kurzer Gewindedorn M8x1, der mit dem Ende des Schaftgestänges verschraubt wird: In diesem befinden sich eine Druckfeder, eine eingeschraubte Gewindebuchse M8x1 und ein Sprengring zur Sicherung, siehe nächstes Bild.

Jetzt erst war ich so weit, dass ich die Schnittstelle zwischen Systemschaft und Hinterschaft vermessen konnte, damit die dazwischen platzierte Aufnahmeplatte die richtige Außenkontur erhält, es soll ja später nichts überstehen.

Da ich das Gewinde der Schraubverbindung mit M8x1 vermessen habe, war klar, dass bei einer vollen Umdrehung des Festschafts eine Translation von 1mm gegen den Systemschaft folgen wird, (gemäß der vermessenen Gewindesteigung von 1,0). Als nächstes habe ich mir den QD-Stopfen von Magpul vorgenommen und bei herausgedrückten Kugeln den Abstand zum Anschlag vermessen: 1,5mm – dieses Mass muss die Blechdicke der Adapterplatte haben, damit der QD-Stopfen sicheren Halt findet.

Das Problem war, dass 1,5mm nun mal kein ganzzahliges Vielfaches der Gewindesteigung von 1mm ist. Theoretisch bedeutet das also, dass der später aufgeschraubte Schaft nicht mehr gerade, sondern quer stehen wird, wenn er auf die Adapterplatte trifft und das geht natürlich gar nicht!
Der erste Gedanke war also, das Blech dicker zu machen, z.B. 2mm, allerdings hätten es an der Stelle des QD-Adapters dann wieder 1,5mm sein müssen. Das Material flacher fräsen geht natürlich, erhöht aber den Fertigungsaufwand und außerdem zählt bei lediglich 4mm freier Gewindegang jeder Millimeter. Der Versuchung, das komplette Gestänge aus dem Systemschaft etwas weiter herauszuschrauben, um noch einige Gewindegänge/Einschraubtiefe zu gewinnen, habe ich glücklicherweise widerstanden. Es ist mit Schraubensicherung befestigt und hätte mit Sicherheit wieder mühsam ausgerichtet werden müssen.
Etwas Verbesserung hat gebracht, dass ich die Gewindebuchse M8x1 in Ihrer Bohrung des Hinterschaftgestänges noch ein wenig verdrehen konnte, viel war es aber nicht.
Ich bin mit diesen Umständen erstmal ins Rennen gegangen und habe einen Prototyp der Adapterplatte mit Dicke 1,5mm drucken lassen.
Ich war positiv überrascht, dass sich der Hinterschaft trotz aller gegenteiliger Theorie wieder gerade ausrichten liess und ich denke, dass dies der Flexibilität der Bauteile im Inneren des Hinterschafts geschuldet ist. Ich habe es bis heute leider nicht geschafft, dem auf den Grund zu gehen, bzw. den Gewindedorn M8x1 aus dem Hinterschaft auszubauen – es wäre sonst ein Leichtes gewesen, diesen zu verlängern. Meinen Erkenntnissen zufolge wäre der erste Schritt dazu, die Schaftkappe abzubekommen. Das habe ich bei aller Mühe aber leider nicht geschafft und wann will ja auch nichts kaputt machen.
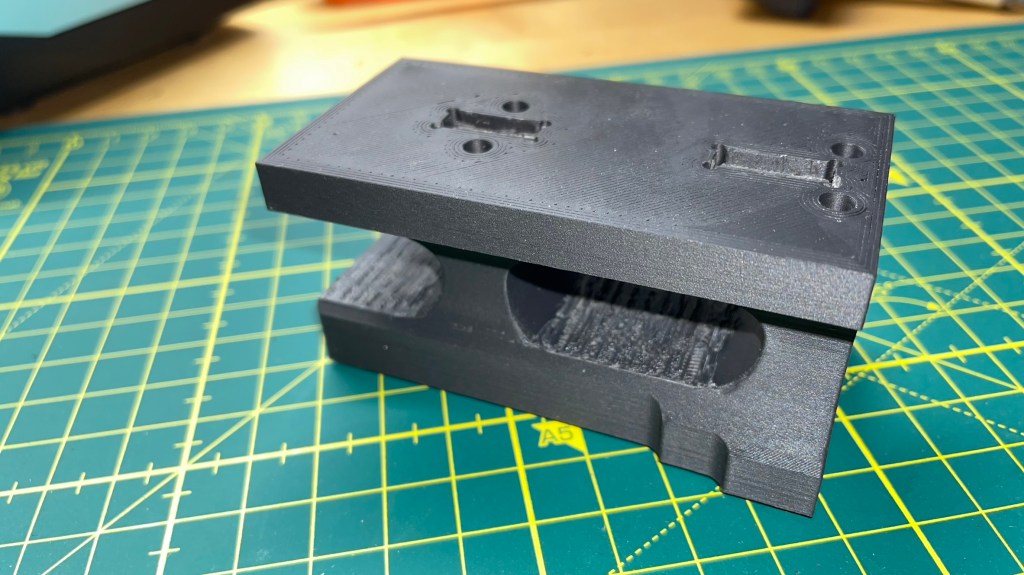
So, die erste Hürde war genommen: Die Plattendicke stellt mit 1,5mm schonmal kein Hindernis mehr dar. Jetzt musste noch der richtige Biegewinkel für den Fortsatz des QD-Adapters gefunden werden. Der QD-Adapter ist zwar klein, wird aber von einem Drahtbügel aufgenommen, durch den auch der Riemen geschlauft wird. Die Biegung des Bleches muss also derart sein, dass die Breite des Drahtbügels unter keinen Umständen am Hinterschaft entlangkratzen kann. Mit einem Prototyp aus Kunststoff und einem Feuerzeug mit Jetflame war das in Sekunden erledigt: Der Winkel beträgt fortan 45°, siehe 3D-gedruckter Prototyp:

Die nochmalige Probe hat ergeben, dass so weit alles passt und die Adapterplatte wurde mit sehr leichten Masskorrekturen in Auftrag gegeben. Hier ein Bild von Ihr mit passendem Montageklotz. Die Adapterplatte wurde aus Blech gelasert und den Montageklotz habe ich aus einer 4mm-Platte auf ca. 23,5mm Breite zurechtgesägt, um ihn bei Montage als Verdrehsicherung in den Ausschnitt am Schaft einzulegen, siehe zweites Bild.


Nach Entnahme des Montageklotzes sieht man, dass die Blechkontur perfekt an jene des Schaftgehäuses angepasst ist (das war die oben erwähnte Masskorrektur).


Ein Bedenken blieb aber dennoch: Nämlich, dass man mit Gewehr im Anschlag (und über die Single-Point-Sling an der Schulter abgespannt) nicht doch so viel Kraft aufbaut, dass diese kleine Blechlasche letztendlich verbogen wird. Zum Glück weit gefehlt: Die 1,5mm Stahlblech halten mehr aus, als man denkt! Die QD-Lasche ist aber auch nur so kurz wie unbedingt notwendig ausgeführt, eine große Hebelwirkung wird damit erfolgreich vermieden.
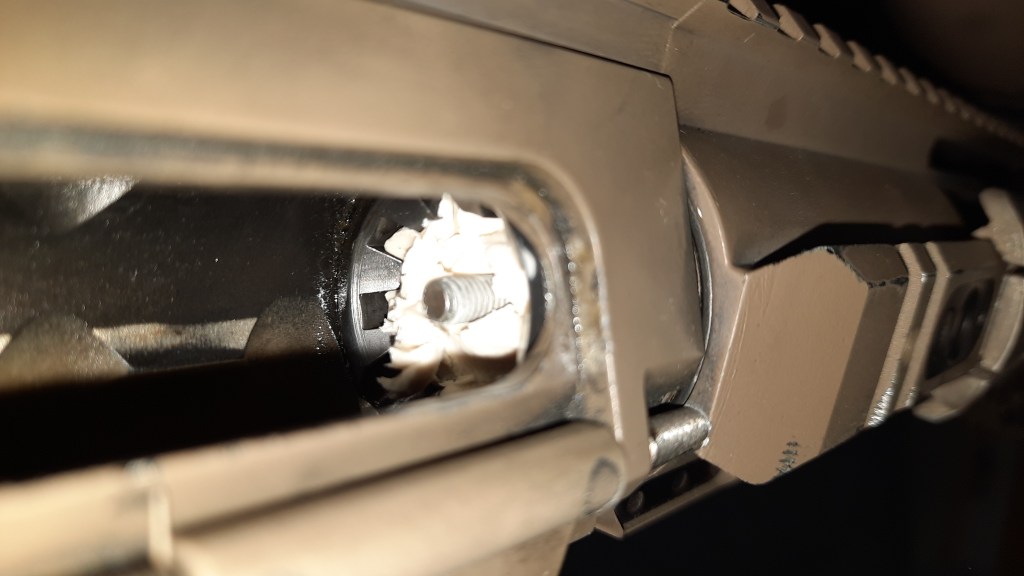
So sieht die Benelli M4 nach Montage der Adapterplatte nun aus. Zur Verdeutlichung ist auf dem vierten Bild der Drahtbügel des QD-Adapters maximal verstellt und zeigt keine Berührung mit dem Hinterschaft.





Auch der HK G36-Gewehrriemen passt nun vorne und hinten an die Flinte :