Parallel zur Konstruktion des taktischen Schafts für die R700 Long Action habe ich auch versucht, das Magazin-Auswurfsystem des taktischen Schafts meines Schwedenmausers zu verbessern. Um das Rad nicht komplett neu zu erfinden, habe ich im CAD getestet, ob die Auslösewippe der R700 für das Magazin nicht auch in diesen Schaft integrierbar ist. Die Einbauuntersuchung war erfolgreich und es war nur wenig Nacharbeit an vorhandenen Teilen notwendig, allerdings mussten die Rastnasen an den Magazinen des Schweden versetzt werden. Ich habe mir das zum Anlass genommen, um das Magazin komplett zu überarbeiten und in wesentlichen Bereichen stabiler zu machen. Wie beim militärischen Standard üblich, fällt auch beim Schweden nun ebenfalls das leere Magazin aus dem Schacht heraus, wenn man die Wippe betätigt. Das Bauteil „Abzugsgehäuse“ ist hier noch im abgebeizten Zustand zu sehen.
vorher
Nachher
Aber zurück zum Vorderschaft für die R700 LA.
Sobald der verstärkte Vorderschaft verfügbar war, ist er wieder mit den restlichen Teilen zum kompletten Schaft zusammengesetzt worden.
Beim Einsetzen des Zermatt-Systems ist dann nochmal etwas länger am Schaft nachgefeilt worden, um den Kammerstengel restlos freizumachen, der zuvor noch leicht mit dem Basisschaft in Berührung kam.
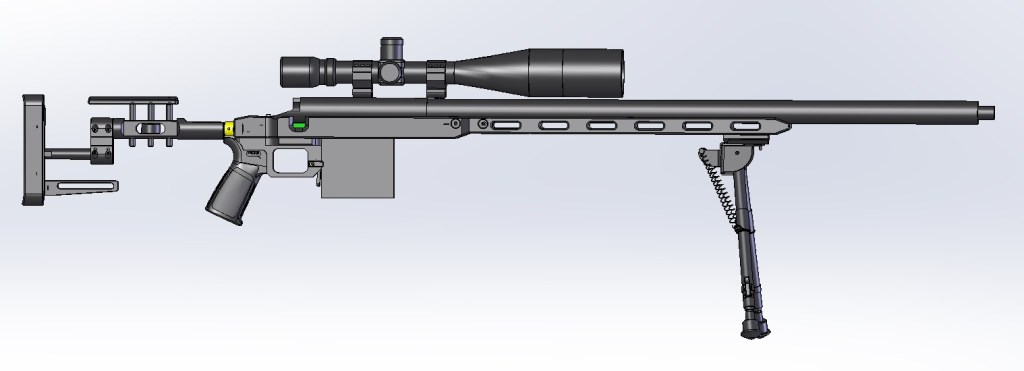
Die komplette Waffe – jetzt auch mit ihrer Mündungsbremse – war anschließend bereit für eine weitere Erprobung.
Die zwei nachfolgenden Videos – mit freundlicher Genehmigung des Besitzers des Zermatt-Systems veröffentlicht – zeigen die Komplettwaffe nun im scharfen Schuss auf 100m.
Wie bei einem solch teuren System zu erwarten, ist der Streukreis ziemlich klein. Gemeint ist natürlich jener in der Mitte, bestehend aus drei Schuss.
Ausschlaggebend für die neue Version des Vorderschafts war die Analyse einer Schusssequenz in Zeitlupe: Bei der Vorgängerversion des Vorderschafts wurde deutlich sichtbar, dass der komplette Schaft aufgrund fehlender Steifigkeit im Schuss einer Schwingung unterlag. Dieses Video gibt hingegeen Aufschluss darüber, dass beim neuen Vorderschaft alles richtig gemacht wurde, weil es zu keiner nennenswert sichtbaren Schwingung mehr in diesem Bereich kommt.
Das Ziel ist erreicht, der Schaft wird nun wieder zerlegt und die noch blanken Aluteile eloxiert. Ich selbst bin vom Kaliber .300 PRC so begeistert, dass ich mir bereits vor Monaten eine Savage Elite Precision (übrigens im MDT-Schaft) in diesem Kaliber bestellt habe. Das Zubehör ist für diese Waffe größtenteils schon zusammengetragen und ich bin gespannt, was zuerst verfügbar sein wird: Die fertig eloxierten Schaftteile oder meine eigene Komplettwaffe.
Ab und an verliert man das Interesse an Dingen, auch wenn es mal richtige Herzensprojekte waren, in die man viel Zeit investiert hat. Das war beim Projekt Taktischer Schaft für den AG42B Ljungman bei mir leider schon länger der Fall und in mir ist der Entschluss gereift, meine beiden Ljungmans zu verkaufen. Dass das für den extra dafür konstruierten taktischen Schaft alles andere als einfach werden würde, war mir klar, übertrifft der Preis des Schafts jenen des Gewehrs ja locker um das Doppelte.
Davon ist die Rede:
Vorher
Nachher
Als ich dann von einem Kollegen erfahren habe, dass er ein sündhaft teures R700 Long Action-System von Zermatt – übrigens im recht neuen Kaliber .300 PRC – in Auftrag gegeben hat, ergab sich für mich die Gelegenheit dieses System für künftige Schaft-Projekte mal zu vermessen. Da ein weiterer gemeinsamer Kollege das exakt gleiche System ebenfalls bestellt und mit einem eigens dafür georderten Schaft von MDT sogar noch einen obendrauf gelegt hat, durfte ich auch diese Gelegenheit nutzen und den Schaft gleich mit vermessen. Ein richtiger Glücksfall für mich, allerdings mit ordentlich Arbeit verbunden, deren Abschluss erst in einigen Monaten zu erwarten war.
Dass ich für das zukünftige Projekt „Schaft R700 LA“ Teile des oben erwähnten Schafts des Ljungmans wiederverwenden könnte, hatte ich bereits im Hinterkopf. Los ging es also mal wieder im CAD, wo die gesammelten Daten in Modelle umgewandelt wurden. So wurden der komplette Hinterschaft sowie der Vorderschaft des Ljungman-Schafts für die Konstruktion quasi wiederverwendet, das Ergebnis sah im CAD dann so aus:
Da besagter (erster) Schützenkollge auch noch einen sehr guten 3D-Drucker besitzt, wurden der neue Basisschaft sowie das Abzugsgehäuse und einige Kleinteile ausgedruckt und zu einem kompletten Schaftsystem zusammengesetzt. Bemerkenswert ist, dass der komplette Auslösemechanismus für das Magazin tadellos funktioniert hat! Aufgrund des in der Größe beschränkten Druckbetts musste beim Basisschaft ein wenig improvisiert werden: Dieser ist für die erste Montage/Kollisionsanalyse zweiteilig ausgefallen, man kann die Schrauben und Muttern in seiner Mitte gut erkennen.
Anschließend ist das R700 LA-System in den Schaft gesetzte worden. Aufgrund des überaus massiven Laufs von 30“ Länge und durchgehend 30mm Durchmesser, war das für den Kunststoff schon durch das Eigengewicht eine harte Belastungsprobe. Der Schaft ist sichtbar durchgebogen, wenn man die Waffe abgestellt hat. Aber völlig OK, das war bei Kunststoff aus dem 3D-Drucker auch zu erwarten. Hier und da wurden einige Stellen mit der Feile am Prototypen und natürlich parallel im CAD korrigiert. So sah das komplette Gewehr im Anschluss aus:
Da dem Kollegen der kurze Vorderschaft nicht optimal gefiel, habe ich die Konstruktion nochmal geändert und einen ebenfalls noch verfügbaren Vorderschaft vom taktischen Schaft eines Schwedenmausers integriert:
Die Erprobung hat allerdings ergeben, dass dessen Dimension für den massiven Lauf des Zermatt-Systems zu gering sind und das spätere Gesamtsystem damit im Schuss zu sehr schwingt. Also wurde ein neuer Vorderschaft konstruiert, bei dem alle Wandstärken maximal ausgereizt und alle Wandungen mit Abstützungen auf maximale Biegesteifigkeit ausgelegt wurden.
Nachdem dieses Bauteil dann in die Fertigung ging, hieß es erstmal „Warten“ auf die Lieferung für einen weiteren Versuch im scharfen Schuss.
Meine Benelli M4 hole ich vergleichsweise selten aus dem Schrank und so war ich seit langer Zeit mal wieder dynamisch mit ihr schießen. Bei Abschluss des Trainings habe ich dann aber doch die Möglichkeit vermisst, eine Single-Point-Sling wie bei meinem AR-15 verwenden zu können. Da beide Gewehre farblich ähnlich sind und somit auch meine Magpul-Sling MS4 – ursprünglich für das AR beschafft – wieder farblich zur M4 passt, wollte ich probieren, einen QD-Sling-Adapter für die Flinte zu entwickeln. Das Gewehr besitzt wie ersichtlich einen feststehenden Schaft, an dessen Ende beidseitig durchaus ein Gewehrriemen eingefädelt werden kann, nur leider hat keiner meiner Gewehrriemen (HK G36 oder Magpul QD-Sling MS4) daran gepasst. Der HK G36-Riemen passt zumindest schonmal am Vorder-, aber eben leider nicht am Hinterschaft.
Zunächst mal habe ich im Internet nach einer existierenden Lösung geforscht und diese auf dem US-Markt auch gefunden. Jetzt war zumindest klar, dass die Lösung eine schmale Platte zwischen Systemgehäuse und Schaft sein wird.
Als Nächstes galt es herauszufinden, wie die Flinte dahingehend zerlegt wird, um an den entscheidenden Stellen mal Mass zu nehmen. Ein Youtube-Video hat mir schließlich den Hinweis gegeben, dass die Abzugsbaugruppe vorher entfernt werden muss, indem ihr seitlicher Pin herausgedrückt wird.
Der Hinterschaft kann dann durch Drehen abgenommen werden. Was zum Vorschein kommt, ist das gleiche Schaftgestänge wie bei der Benelli M4 mit Teleskopschaft. Das mittlere Bild zeigt den maximalen Spalt von ca. 4mm, kurz bevor sich die beiden Schaftteile lösen.
Tief im Inneren des Hinterschafts befindet sich ein kurzer Gewindedorn M8x1, der mit dem Ende des Schaftgestänges verschraubt wird: In diesem befinden sich eine Druckfeder, eine eingeschraubte Gewindebuchse M8x1 und ein Sprengring zur Sicherung, siehe nächstes Bild.
Jetzt erst war ich so weit, dass ich die Schnittstelle zwischen Systemschaft und Hinterschaft vermessen konnte, damit die dazwischen platzierte Aufnahmeplatte die richtige Außenkontur erhält, es soll ja später nichts überstehen.
Da ich das Gewinde der Schraubverbindung mit M8x1 vermessen habe, war klar, dass bei einer vollen Umdrehung des Festschafts eine Translation von 1mm gegen den Systemschaft folgen wird, (gemäß der vermessenen Gewindesteigung von 1,0). Als nächstes habe ich mir den QD-Stopfen von Magpul vorgenommen und bei herausgedrückten Kugeln den Abstand zum Anschlag vermessen: 1,5mm – dieses Mass muss die Blechdicke der Adapterplatte haben, damit der QD-Stopfen sicheren Halt findet.
Das Problem war, dass 1,5mm nun mal kein ganzzahliges Vielfaches der Gewindesteigung von 1mm ist. Theoretisch bedeutet das also, dass der später aufgeschraubte Schaft nicht mehr gerade, sondern quer stehen wird, wenn er auf die Adapterplatte trifft und das geht natürlich gar nicht!
Der erste Gedanke war also, das Blech dicker zu machen, z.B. 2mm, allerdings hätten es an der Stelle des QD-Adapters dann wieder 1,5mm sein müssen. Das Material flacher fräsen geht natürlich, erhöht aber den Fertigungsaufwand und außerdem zählt bei lediglich 4mm freier Gewindegang jeder Millimeter. Der Versuchung, das komplette Gestänge aus dem Systemschaft etwas weiter herauszuschrauben, um noch einige Gewindegänge/Einschraubtiefe zu gewinnen, habe ich glücklicherweise widerstanden. Es ist mit Schraubensicherung befestigt und hätte mit Sicherheit wieder mühsam ausgerichtet werden müssen.
Etwas Verbesserung hat gebracht, dass ich die Gewindebuchse M8x1 in Ihrer Bohrung des Hinterschaftgestänges noch ein wenig verdrehen konnte, viel war es aber nicht.
Ich bin mit diesen Umständen erstmal ins Rennen gegangen und habe einen Prototyp der Adapterplatte mit Dicke 1,5mm drucken lassen.
Ich war positiv überrascht, dass sich der Hinterschaft trotz aller gegenteiliger Theorie wieder gerade ausrichten liess und ich denke, dass dies der Flexibilität der Bauteile im Inneren des Hinterschafts geschuldet ist. Ich habe es bis heute leider nicht geschafft, dem auf den Grund zu gehen, bzw. den Gewindedorn M8x1 aus dem Hinterschaft auszubauen – es wäre sonst ein Leichtes gewesen, diesen zu verlängern. Meinen Erkenntnissen zufolge wäre der erste Schritt dazu, die Schaftkappe abzubekommen. Das habe ich bei aller Mühe aber leider nicht geschafft und wann will ja auch nichts kaputt machen.
So, die erste Hürde war genommen: Die Plattendicke stellt mit 1,5mm schonmal kein Hindernis mehr dar. Jetzt musste noch der richtige Biegewinkel für den Fortsatz des QD-Adapters gefunden werden. Der QD-Adapter ist zwar klein, wird aber von einem Drahtbügel aufgenommen, durch den auch der Riemen geschlauft wird. Die Biegung des Bleches muss also derart sein, dass die Breite des Drahtbügels unter keinen Umständen am Hinterschaft entlangkratzen kann. Mit einem Prototyp aus Kunststoff und einem Feuerzeug mit Jetflame war das in Sekunden erledigt: Der Winkel beträgt fortan 45°, siehe 3D-gedruckter Prototyp:
Die nochmalige Probe hat ergeben, dass so weit alles passt und die Adapterplatte wurde mit sehr leichten Masskorrekturen in Auftrag gegeben. Hier ein Bild von Ihr mit passendem Montageklotz. Die Adapterplatte wurde aus Blech gelasert und den Montageklotz habe ich aus einer 4mm-Platte auf ca. 23,5mm Breite zurechtgesägt, um ihn bei Montage als Verdrehsicherung in den Ausschnitt am Schaft einzulegen, siehe zweites Bild.
Nach Entnahme des Montageklotzes sieht man, dass die Blechkontur perfekt an jene des Schaftgehäuses angepasst ist (das war die oben erwähnte Masskorrektur).
Ein Bedenken blieb aber dennoch: Nämlich, dass man mit Gewehr im Anschlag (und über die Single-Point-Sling an der Schulter abgespannt) nicht doch so viel Kraft aufbaut, dass diese kleine Blechlasche letztendlich verbogen wird. Zum Glück weit gefehlt: Die 1,5mm Stahlblech halten mehr aus, als man denkt! Die QD-Lasche ist aber auch nur so kurz wie unbedingt notwendig ausgeführt, eine große Hebelwirkung wird damit erfolgreich vermieden.
So sieht die Benelli M4 nach Montage der Adapterplatte nun aus. Zur Verdeutlichung ist auf dem vierten Bild der Drahtbügel des QD-Adapters maximal verstellt und zeigt keine Berührung mit dem Hinterschaft.
Auch der HK G36-Gewehrriemen passt nun vorne und hinten an die Flinte :
Die Reinigung meiner Langwaffe ist nach jedem Gebrauch für mich ein Pflichtprogramm, das für den Lauf bei mir immer nach folgendem Schema abläuft:
Entfernung des Schmauchs mit Patches auf die ich etwas Hoppe´s No.9 gebe, bis selbige nicht mehr allzu verschmutzt wieder rauskommen (ca. 6-10 Durchgänge).
Danach Wechsel zur Messingbürste – diese ziehe ich mit Hoppe´s No. 9 benetzt ca. 20-30x hin und her. Es lösen sich dabei ordentlich Rückstände, die ich mit einem benetztem Patch (wieder Hoppe´s No.9) aufnehme – sie kommen dabei fast schwarz wieder raus. (ca. 3-4 Druchgänge für diese Kombination)
Im Anschluss daran kümmere ich mich darum, den Abrieb der Geschossmäntel – auch Tombak genannt – aus dem Laufinneren zu lösen. Hierfür gibt es eine Vielzahl von Reinigern auf dem Markt, ich verwende dazu allerdings 25%iges Ammoniak, da es günstiger ist und meiner Meinung nach die gleiche Wirkung erzielt. Dieses gebe ich auf das Patch, schiebe es langsam durch den Lauf, wende es und schiebe es dann ein zweites Mal durch. Das Ammoniak reagiert mit dem im Lauf abgelagerten Kupferanteil des Geschossmantels, was sich in einer Blaufärbung des Patches zeigt. Insgesamt können es mit Ammoniak auch schonmal 15-20 Durchgänge sein, bis sich die Färbung des Patches von einem anfänglichen tiefblau bis hin zu einem schwachen blau ändert. Die Intensität der Färbung hängt natürlich von der Schussbelastung ab. Wichtig bei der Verwendung von Ammoniak ist, dass man den Lauf nach der Anwendung wieder gründlich mit trockenen Patches reinigt und dann mit einem ölbenetzten Patch durchzieht (ich mache das zur Sicherheit immer zwei Mal), danach wird die Waffe wieder eingelagert.
Bei meinem letzten Besuch des Schießstands bin ich beim Reinigen meines Laufes mit einem Schützenkollegen zum Thema Tombakentfernung ins Gespräch gekommen. Er verwendet zur Laufreinigung den Bore Tech Eleminator, dieser kann allein durch seine Viskosität schon länger im Lauf haften bleiben und wird von ihm erst nach einer Einwirkzeit von ca. 30 Minuten wieder herausgewischt. Wie oft er diese Prozedur wiederholt, habe ich leider nicht gefragt.
Da das von mir verwendete Ammoniak in seiner Viskosität eher Wasser gleichkommt, sah ich hier keine direkte Vergleichsmöglichkeit hinsichtlich einer Einwirkzeit. Zuhause angekommen, habe ich deshalb ein Experiment gestartet, über das ich hier berichten möchte.
Ausgangsbasis war die bereits von mir auf dem Schiessstand gereinigte Waffe nach insgesamt 42 Schuss – also das volle Reinigungsprogramm, das ich bereits in der Einleitung beschrieben habe. Mir kam es jetzt darauf an, mal eine Vergleichsmöglichkeit zur Verwendung eines zähflüssigeren Tombakentferners zu haben, dessen Einwirkzeit den erwähnten 30 Minuten des Schützenkollegen entspricht. Zwar war meine Waffe nun schon gereinigt, aber die Idee war, diese lange Einwirkzeit mal nachzustellen um dann ggf. festzustellen, ob meine Methode vielleicht doch nicht so gut ist. Ich habe mich aus diesem Grund dazu entschieden, am Ammoniak festzuhalten und den Lauf einfach nochmal komplett damit zu fluten. Anhand der nachfolgend durchgezogenen Patches würde ich dann schon sehen, ob sich noch wesentliche Anteile Tombak lösen, oder nicht.
Ich hatte die Idee, meine Waffe für den Versuch ohne Verschluss und ohne Mündungsbremse kopfüber am Fitnessgerät aufzuhängen, das hat soweit auch ganz gut geklappt.
Jetzt musste der Lauf zuverlässig abgedichtet werden, dazu kann man im Internet sicherlich auch passende Gummistopfen kaufen. Ich hatte leider keine und auf eine Lieferung warten kam für mich auch nicht infrage. Nach einiger Zeit ist mir eingefallen, dass ich dafür aber eine angetrocknete Kartusche Sikaflex (ein Montagekleber für den KFZ-Bereich) habe. Aus der abgeschnittenen Scheibe habe ich mir anschließend einen Keil herausgeschnitten und diesen ein wenig angespitzt. Die Maßnahme hat erstaunlich gut gehalten, ich hab´ der Sache aber nicht ganz getraut und noch eine Edelstahlwanne für alle Fälle untergelegt.
Dass Ammoniak habe ich dann mit einer großen Spritze über die Verschlusskammer in den Lauf eingefüllt. Das, was auf dem nächsten Bild auf der Oberfläche des Ammoniaks schwimmt, dürften Reste von Öl aus der vorangegangenen Reinigung sein.
Nach einer Einwirkzeit von 30 Minuten war das in die Wanne eingelegte Papiertuch tatsächlich immer noch trocken und das Ammoniak wurde abgelassen.
Achtung:
Wird das Ammoniak aus dem Lauf in eine große Wanne abgelassen, vergrößert sich damit auch die Oberfläche, mit der das Ammoniak verdunsten kann. Hier ist Vorsicht geboten, da es zu Verletzungen der Atemwege kommen kann!
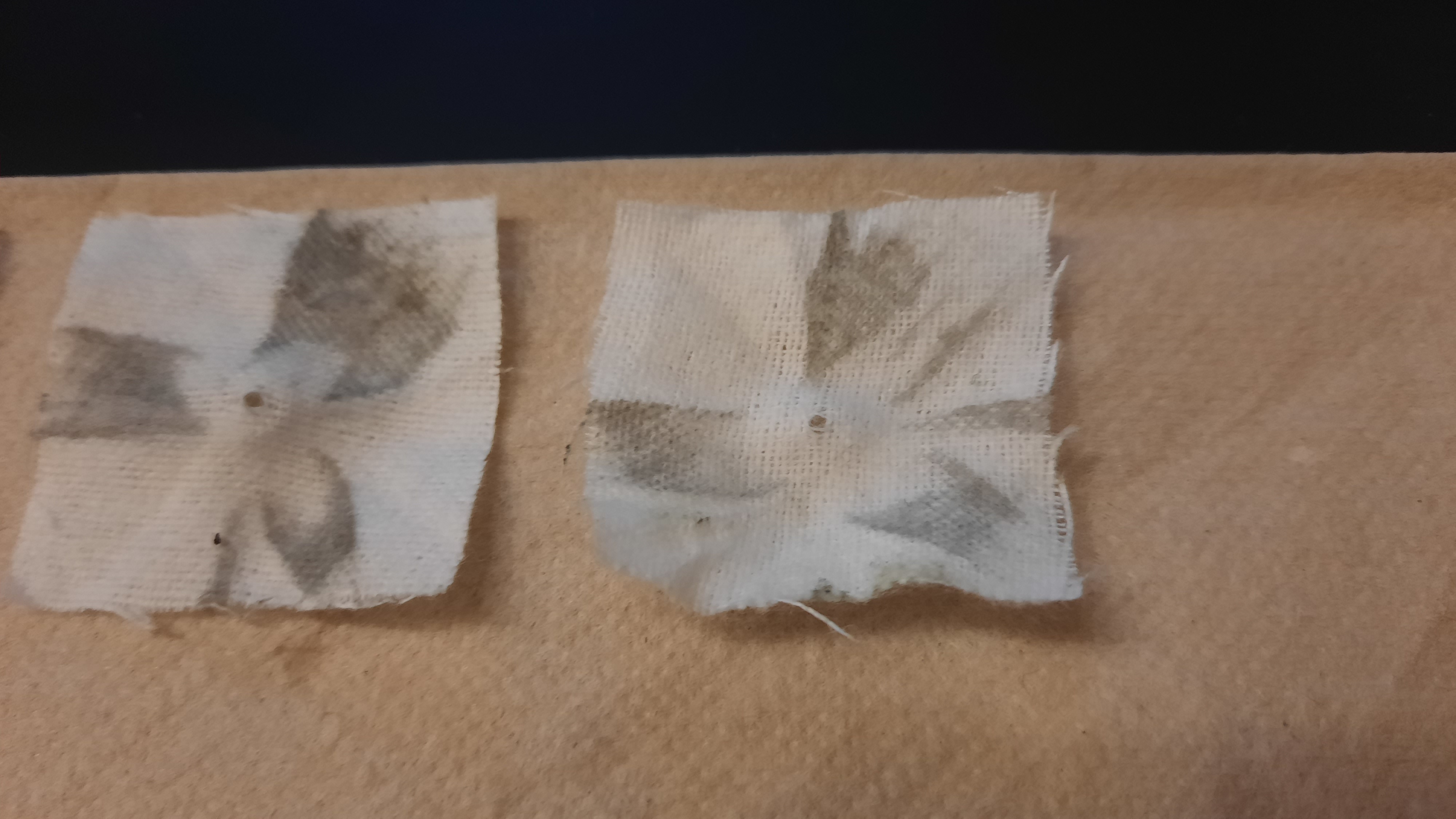
Als nächstes habe ich ein trockenes Patch (links im Bild) durchgeschoben und war erstaunt, wie wenig es blau eingefärbt war. Das zweite trockene Patch (rechts) sah auch eher danach aus, als würde noch Schmauch im Lauf sein und nicht Tombak.
Das dritte trockene Patch (rechts im Bild, links davon Patch Nr. 2 aus dem oberen Bild) sah auch wieder nach Schmauch, denn nach Tombak aus.
Das vierte Patch habe ich in alter Manier wieder mit Ammoniak benetzt und erst von der einen Seite durchgeschoben, …
… dann nochmals gewendet und von seiner anderen Seite durch den Lauf geschoben.
Ich hatte den Eindruck, dass die Blaufärbung der Patches so ziemlich dem entsprach, wie ich es bereits bei der ersten Reinigung direkt auf dem Schiessstand gesehen habe. Man muss hier noch bedenken, dass die Spitze meines Putzstocks aus Messing besteht, dessen Kupferanteil ebenfalls mit Ammoniak reagiert. Aus diesem Grund wird man dort, wo das Patch von der Messingspitze durchstochen wird, immer etwas Blaufärbung erkennen können.
Ich habe abschließend noch drei weitere trockene Patches hinterhergeschoben, die sich der Reihe nach von links nach rechts im unteren Bereich des Bildes wiederfinden. Zuletzt wurde wieder zwei Mal mit Öl durchgewischt.
Ich muss sagen, dass ich mir vom Fluten des Laufs mit Ammoniak ein besseres Reinigungsergebnis erhofft hatte, bin andererseits aber auch erleichtert: Der Aufwand mit dieser Methode ist schon vergleichsweise hoch und einen Mehrnutzen zu meiner bisherigen Art und Weise, mit getränkten Patches zu Reinigen, kann ich auch nicht erkennen. Für mich ist das ein Zeichen dafür, dass meine bisherige Putzroutine gar nicht so verkehrt gewesen ist und so halte ich auch zukünftig an ihr fest.
Sowohl Marcus als auch ich haben im Schwedenmauser ein Tikka T3x Magazin verwendet. Gleiches gilt logischerweise auch für meine T3x Varmint in 6,5×55 SE als Nachfolge für meinen Schwedenmauser. Die Serie um endlich einen Bullpup Umbau bis zum Ende durchzuziehen und zu dokumentieren beginnt hier TIKKA T3x Bullpup: neues Projekt
Als altes, schwäbisches Sparbrötchen habe ich ein Problem damit 70-80€ für ein Magazin aus Plastik auszugeben. Also habe ich mich daran gemacht ein eigenes, von den Tikka Abmessungen abgeleitetes und damit kompatibles Magazin zu entwickeln und dabei ein vielfaches an Arbeitszeit, Versuch & Irrtum und Material zu versenken. Aber darum geht es hier ja.
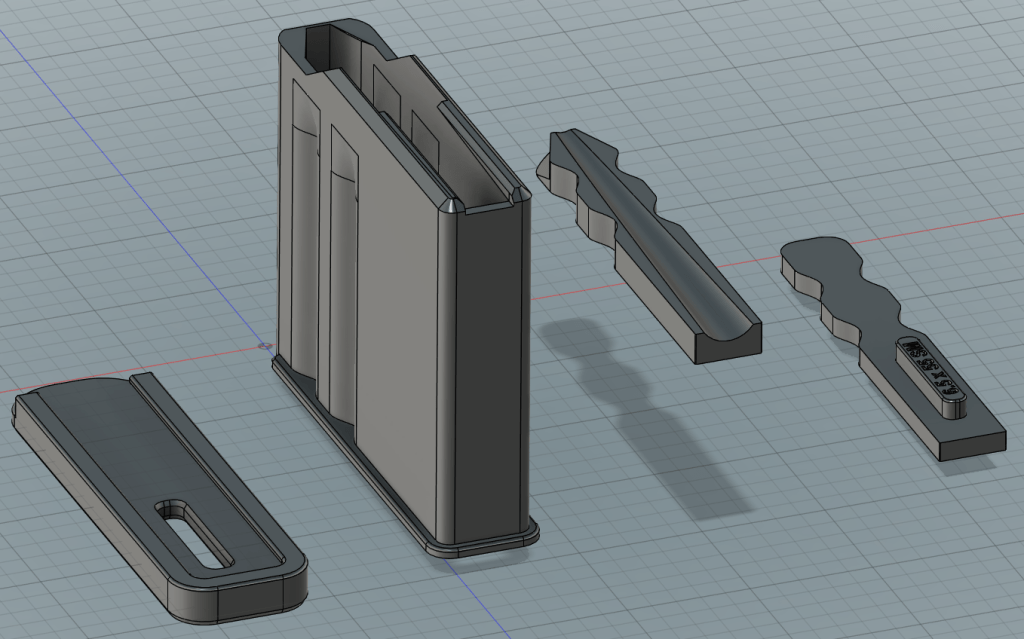
Das Design ist in 3D am Computer entstanden, mit viel vermessen des originalen Magazins als Startpunkt.
Von links nach rechts sind zu sehen die Bodenplatte mit Verriegelungsloch, das Magazingehäuse, der Ladelöffel mit entsprechend gewinkelter, mittiger Rampe für sauberes zuführen und das Verriegelungsstück / Federhalter ganz rechts.
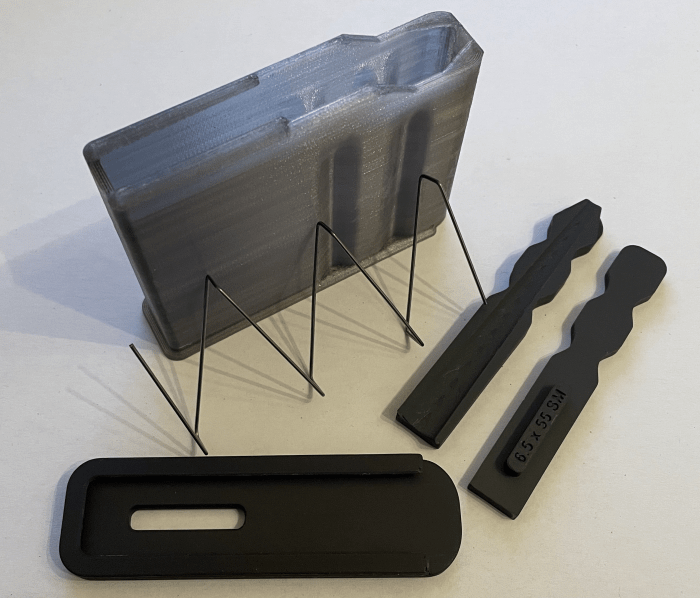
Da ich zwischenzeitlich von einem mittelmäßigen und vor allem langsamen anycubic 3D Drucker auf einen Bambulab X1C umgestiegen war, konnte sich das Druckergebnis, zumal in PLA, sehenlassen. Lediglich mit dem mit rauchfarbenem Magazingehäuse bin ich recht unzufrieden. Die Idee war den Ladestand des Magazin von aussen sehen zu können. Bedingt durch das aufschmelzen und dann wieder verfestigen beim Abkühlen in mehr oder weniger gut verbundenen Schichten ist die Lichtdurchlässigkeit des gedruckten Kunststoff nicht ausreichend für diesen Zweck.
Oberhalb die gedruckten Teile und die, mit Hilfe einer, ebenfalls gedruckten, Schablone, handgebogenen Feder. Mit Fertigstellung des zugehörigen Bullpup Schaft für meine Tikka T3x Varmint werde ich mit einer mehr als 5 Schuss fassenden aber dennoch in der Länge in einem Bullpup handhabbaren Variante, a.k.a. doppelreihig, weitermachen. Unterhalb noch ein Video zu einem Zuführversuch in der Tikka, selbstverständlich mit einer inerten Patrone. Nein, die schwarze Markierung weißt nicht auf eine AP Variante hin sondern kommt noch von der Ermittlung der richtigen Setztiefe für das Geschoss in meinem Gewehr.