Sowohl Marcus als auch ich haben im Schwedenmauser ein Tikka T3x Magazin verwendet. Gleiches gilt logischerweise auch für meine T3x Varmint in 6,5×55 SE als Nachfolge für meinen Schwedenmauser. Die Serie um endlich einen Bullpup Umbau bis zum Ende durchzuziehen und zu dokumentieren beginnt hier TIKKA T3x Bullpup: neues Projekt
Als altes, schwäbisches Sparbrötchen habe ich ein Problem damit 70-80€ für ein Magazin aus Plastik auszugeben. Also habe ich mich daran gemacht ein eigenes, von den Tikka Abmessungen abgeleitetes und damit kompatibles Magazin zu entwickeln und dabei ein vielfaches an Arbeitszeit, Versuch & Irrtum und Material zu versenken. Aber darum geht es hier ja.
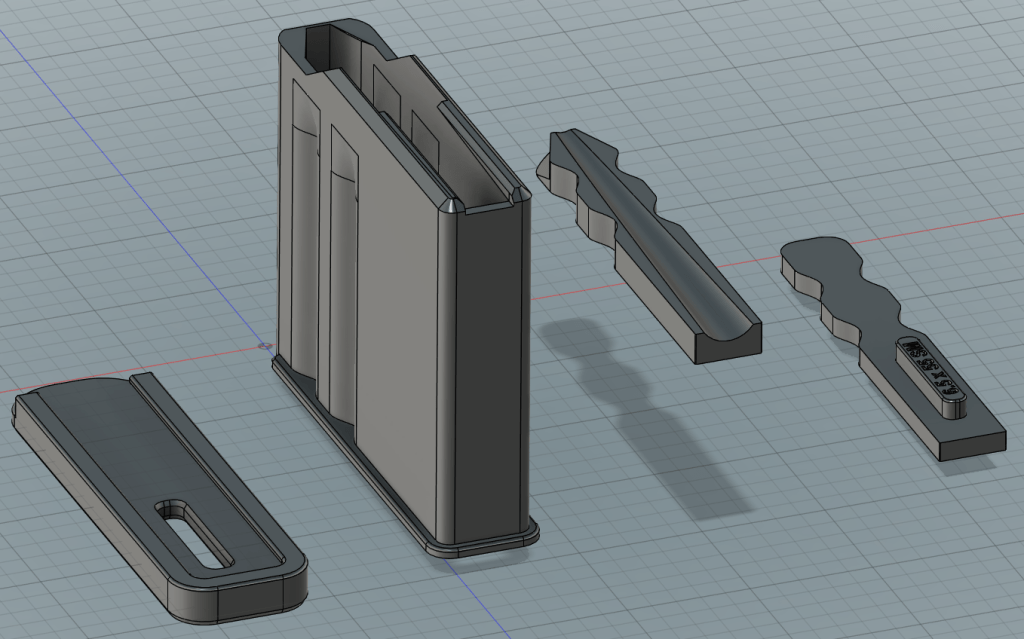
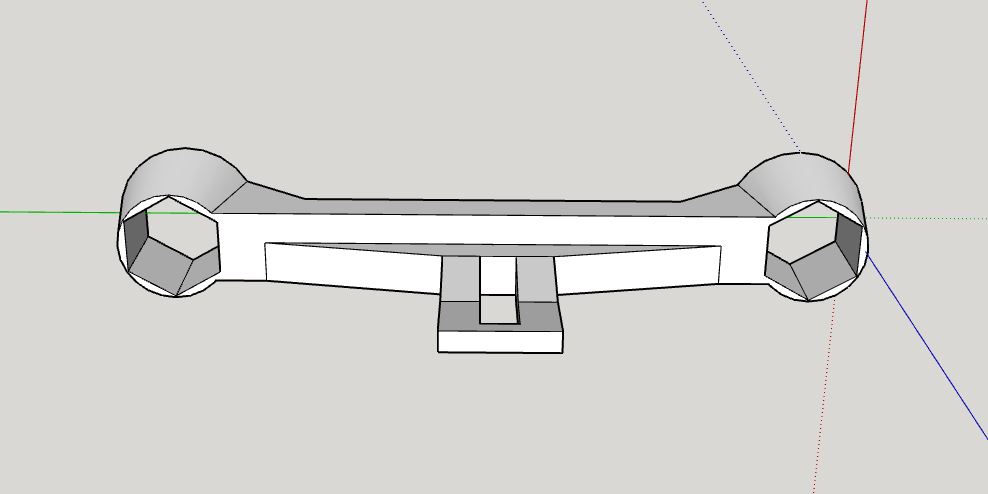
Das Design ist in 3D am Computer entstanden, mit viel vermessen des originalen Magazins als Startpunkt.
Von links nach rechts sind zu sehen die Bodenplatte mit Verriegelungsloch, das Magazingehäuse, der Ladelöffel mit entsprechend gewinkelter, mittiger Rampe für sauberes zuführen und das Verriegelungsstück / Federhalter ganz rechts.
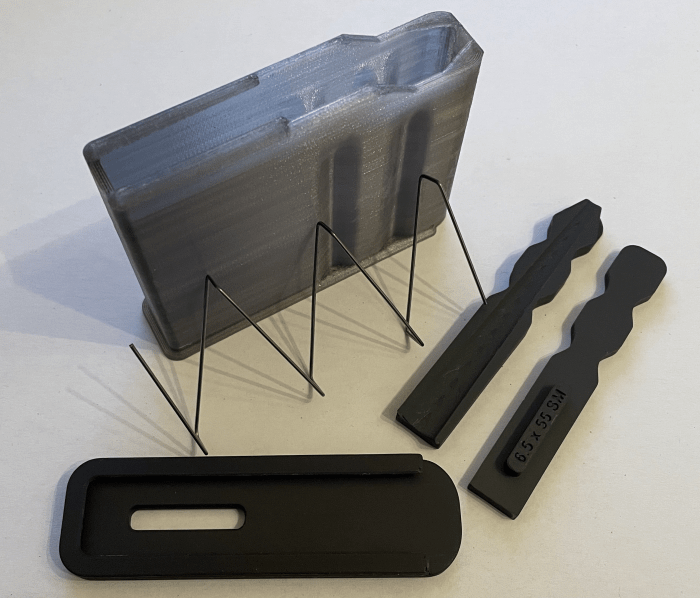
Da ich zwischenzeitlich von einem mittelmäßigen und vor allem langsamen anycubic 3D Drucker auf einen Bambulab X1C umgestiegen war, konnte sich das Druckergebnis, zumal in PLA, sehenlassen. Lediglich mit dem mit rauchfarbenem Magazingehäuse bin ich recht unzufrieden. Die Idee war den Ladestand des Magazin von aussen sehen zu können. Bedingt durch das aufschmelzen und dann wieder verfestigen beim Abkühlen in mehr oder weniger gut verbundenen Schichten ist die Lichtdurchlässigkeit des gedruckten Kunststoff nicht ausreichend für diesen Zweck.
Oberhalb die gedruckten Teile und die, mit Hilfe einer, ebenfalls gedruckten, Schablone, handgebogenen Feder. Mit Fertigstellung des zugehörigen Bullpup Schaft für meine Tikka T3x Varmint werde ich mit einer mehr als 5 Schuss fassenden aber dennoch in der Länge in einem Bullpup handhabbaren Variante, a.k.a. doppelreihig, weitermachen. Unterhalb noch ein Video zu einem Zuführversuch in der Tikka, selbstverständlich mit einer inerten Patrone. Nein, die schwarze Markierung weißt nicht auf eine AP Variante hin sondern kommt noch von der Ermittlung der richtigen Setztiefe für das Geschoss in meinem Gewehr.
Ich habe mir lange überlegt, wie ich die Einleitung zu diesem Beitrag am besten formuliere, denn dieser Blog soll auch weiterhin unpolitisch bleiben. Wer sich als Sportschütze in den letzten Monaten aber auch nur ein kleines Bischen über aktuelle oder anstehende Themen informiert hat, dürfte mittlerweile schon gecheckt haben, wie sehr manche Politiker die Sportschützen instrumentalisieren, bzw. regelrecht verarschen und vorführen. Zu traurig das Ganze, diesem speziellen Thema könnte man glatt mehr als einen eigenen Beitrag widmen…
Ok, lasst uns der Sache ins Auge blicken: 10er-Magazine am AR-15 sehen einfach nach nichts aus. Nach neuer Gesetzgebung, die zwar aktuell noch nicht in Kraft ist, aber die bei Veröffentlichung dieses Beitrags garantiert schon beschlossen sein wird, sind Magazinkörper für Langwaffen, die imstande sind, 10 oder mehr Patronen zu fassen, demnächst für das sportliche Schießen nicht mehr zugelassen. Vom Magazinboden war allerdings nicht die Rede und ein Boden kann eben auch keine Patronen aufnehmen. Aus diesem Grund habe ich auf Basis meiner bereits konstruierten Magazinbegrenzung (damals war ich noch jung und naiv und dachte, die Sache wäre damit erledigt) ein verlängertes Bodenstück konstruiert. Ziel ist es, das 10er-Magazin optisch wieder auf die Länge eines 20er-Magazins zu bringen.
Zu sehen ist hier also der Prototyp, mit welchem die Länge des 20er-Magazins leider noch nicht ganz getroffen wird; er macht das 10er-Magazin insgesamt ca. 15mm länger als das 20er-Magazin. Ist aber kein Problem, das nochmal anzugleichen. Das Bauteil passt an die Magazine H1 und H2 und müsste eigentlich auch an ein H3 passen.
Nach dem Entfernen des Stützmaterials musste nur an sehr wenigen Stellen nachgefeilt werden. Das war zum einen unterhalb der Rastnase auf der Rückseite und der Oberseite der Durchführung für den Sicherungsclip der Fall. Auf den obigen Bildern ist der Magazinboden noch unlackiert, als Farbe habe ich mir dafür RAL 7006 anmischen lassen.
So sieht das ganze nach der Montage aus:
…und so nach der Lackierung:
Weitere Druckergebnisse
Nachtrag 05.04.2021
Es wurde mal Zeit, diesen Beitrag zu überarbeiten und mit den ganzen Dateiversionen mal aufzuräumen. Die nachfolgenden Dateien will ich durch Bildmaterial dann auch so aufbereiten, dass es übersichtlicher ist, was man sich nun runterlädt. Dazu zunächst mal eine kurze Übersicht der Magazintypen von Hera Arms von H1 bis H3. Das oberste Magazin (H1) hat eine Verlängerung „H2-20mm“ montiert. Sinngemäß ergibt sich – angebracht an ein Magazin H1 – eine Gesamtlänge, die 20mm unter der des Originalmagazins H2 liegt. Was Ihr auf den Bildern nicht sehen könnt: Es handelt sich um eine Magazinbodenverlängerung „Version 4“, die im oberen (nach der Montage nicht mehr sichtbaren) Bereich keine Taschen mehr hat. Folglich muss dort auch keine Stützstruktur mehr ausgeputzt werden und die umlaufende dünne Kante, die den Übergang formen soll, bleibt eher unbeschädigt. Natürlich kann man die Verlängerung „H2“ auch nochmal an seinem H2-Magazin montieren und erhält dann eine Länge die ca. 6-8mm über der des 30er Magazins H3 liegt.
Achtet darauf, die Dateiendung nach dem Download in „.STL“ umzubennen!
Ich hatte mir bereits vor langer Zeit Gedanken darüber gemacht, wie man die zahlreichen Arbeitsschritte beim Wiederladen – insbesondere von Langwaffenhülsen – vereinfachen kann. Diese Ideen habe ich im lange zurückliegenden Beitrag Wiederladen – Die Suche nach Komfort bereits vorgestellt. Meine darin gezeigten Hilfsmittel haben sich seither nicht mehr geändert, sie funktionieren nach wie vor zufriedenstellend. Allerdings muss man für die Anfertigung einiger Kleinteile leider eine Standbohrmaschine und eine Drehbank besitzen, wodurch der Nutzerkreis schon stark eingeschränkt ist. Ich habe also nun endlich mal die Zeit gefunden, diese Teile für die Herstellung in einem 3D-Drucker zu modifizieren und stelle sie in diesem Beitrag zur Verfügung. Die Teile sind nach dem Ausdrucken zwar immer noch nicht gebrauchsfertig, aber mit erheblich weniger Werkzeug fertig zu stellen. Ein metrischer Gewindeschneidsatz und eine Handbohrmaschine müssen aber immer noch verfügbar sein.
Wichtig wäre vorab zu erwähnen, dass die Teile zur Verwendung mit einem Lee Perfect Powder Measure und der Pulverwaage „Eliminator“ von Dillon gedacht sind. Außerdem müssen alle heruntergeladenen 3D-Dateien in Ihrer Dateiendung vor dem Drucken von „.docx“ in „.STL“ umbenannt werden!
Um diesen Beitrag in sich schlüssig abzurunden, komme ich leider nicht umher, die Konstruktion ein zweites Mal zu beschreiben. Ich versuche, mich kurz zu fassen:
Ich habe die Pulverwaage an meinem Sitzplatz in Augenhöhe auf eine kleine Plattform montiert. Den Pulverfüller „Lee Perfect Powder Measure“ habe ich mittels einer kleinen Konsole so montiert, dass dessen Pulver direkt in das Schälchen der Eliminator hineinfallen kann. Zum Bestimmen einer geeigneten Position sollte das neue Fallrohr Version 7 bereits montiert sein. Es ersetzt das alte Fallrohr mit seiner Prallhülse aus dem ersten Beitrag.
Das Fallrohr allein bringt schon einen Vorteil in Sachen Handling und Zeitersparnis, noch besser wird es mit dem Powder-Trickler, der das Pulver direkt in das Schälchen der Pulverwaage zuführen kann. Hierzu habe ich eine Version erstellt, die beim Ausdrucken Material spart. Das Zuführrohr sollte nicht gedruckt werden, greift hierzu besser zu einem Metallröhrchen aus dem Baumarkt oder so (Außendurchmesser 5-6mm reicht aus). Die quer liegende Bohrung besitzt einen Durchmesser von 3,9mm und kann leicht auf den Durchmesser des später verwendeten Metallröhrchens aufgebohrt werden. Vergesst nicht, dem Metallrohr später noch eine V-Kerbe zu verpassen – siehe Zeichnung – und das eine Ende mit Klebstoff, Gummi etc. zu verschließen. Die axial liegende Bohrung im Standfuss des Powder Tricklers besitzt einen Durchmesser von 5mm. Hier könnt Ihr noch auf D=5,2mm aufbohren und zur Befestigung ein Gewinde M6 hineinschneiden. Für den Trickler wird außerdem noch das Antriebsrad benötigt. Es besitzt eine umlaufende Ringnut mit Breite 3mm, damit mittels O-Ring oder einer geeigneten Schnur ein Antrieb erfolgen kann. Die axiale Bohrung besitzt 4,1mm Durchmesser und muss ebenfalls auf den Durchmesser des späteren Metallrohrs aufgebohrt werden. Zu Sicherung des Antriebsrads befindet sich noch eine Querbohrung mit D=2mm im vorderen Absatz. Hier ist auf D=2,5mm aufzubohren und eine Gewinde M3 reinzuschneiden. Mittels Madenschraube kann das Antriebsrad dann auf dem Metallrohr fixiert werden. Damit das Pulver überhaupt durch das Rohr rieseln kann, muss der Trickler leicht schräg aufgestellt werden. Legt ihm vor der Befestigung des Standfußes einfach einseitig etwas mit einer Höhe von 1 bis 1,5mm Höhe unter.
Kommen wir zum manuellen Antrieb. Wenn man den Powder Trickler nahe der Pulverwaage und somit ebenfalls auf Augenhöhe aufgestellt hat, will man ihn nun auch bequem von einer Tischplatte aus bedienen. Dazu benötigten man noch einen manuellen Antrieb. So wie auf dem Bild unten kann er aussehen, muss er aber natürlich nicht. Es bietet sich an, die weiteren Antriebsräder ebenfalls zu drucken. Lediglich bei der aufnehmenden Alustrebe würde ich auch weiterhin Metall verwenden. Das hat den Vorteil, dass Ihr darin eine glatte Bohrung fertigen könnt und sich der Kunststoffzapfen darin eine lange Zeit ohne Probleme drehen wird (bei meinem Prototypen ist eine beschichtete Gleitbuchse eingepresst). Etwas zusätzliches Fett hat aber noch nie geschadet…
Für den manuellen Antrieb muss das oben verlinkte Antriebsrad mit Ringnut also ein weiteres Mal gedruckt werden. Es wird axial diesmal auf einen Durchmesser von D=8mm aufgebohrt und mit dem Zapfen des Hand-Antriebsrads verpresst oder verklebt oder bei Bedarf abermals mit Madenschraube gesichert – kommt ganz auf die Fertigungstoleranz Eures Druckers an.
Wo auch immer ihr nun das zweite Antriebsrad in Kombination mit dem Handantriebsrad montiert habt, es gilt nun, beide Antriebsräder mit einem O-Ring (Schnurdurchmesser 3mm) oder einer anderen geeigneten Schnur zu verbinden. Ich würde den O-Ring bevorzugen, weil er durch sein Gummi schon sehr guten Grip gewährleistet und man die Schnur nicht mehr zu einem Ring verknoten muss. Je nach baulicher Lage sollte der O-Ring einen Durchmesser von 160-200mm haben. Achtung, im Baumarkt bekommt Ihr sowas jedenfalls nicht mehr…
Hier nochmal die Gesamtansicht mit den alten Teilen aus Metall.
Nach dem tollen Schussbild mit einem Sightron ZF, statt des normalerweise auf dem Schweden zum Einsatz kommenden TacVector, dokumentiert in Teil 5 der Serie, ist das ZF mit Sicherheit ein großer Teil des vorhandenen Streukreis-Problems.
Das ZF bekommt allerdings eine letzte Chance, die Montage wird nochmals stärker angezogen und die Muttern der Ringe mit einer 3D-gedruckten Verdrehsicherung arretiert.
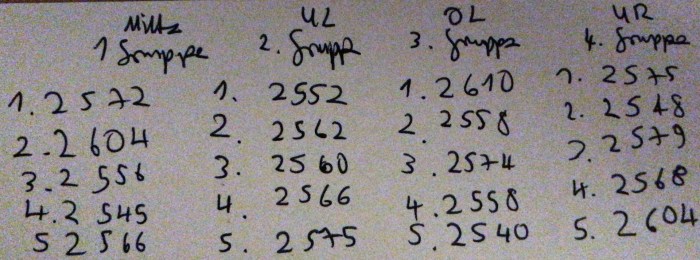
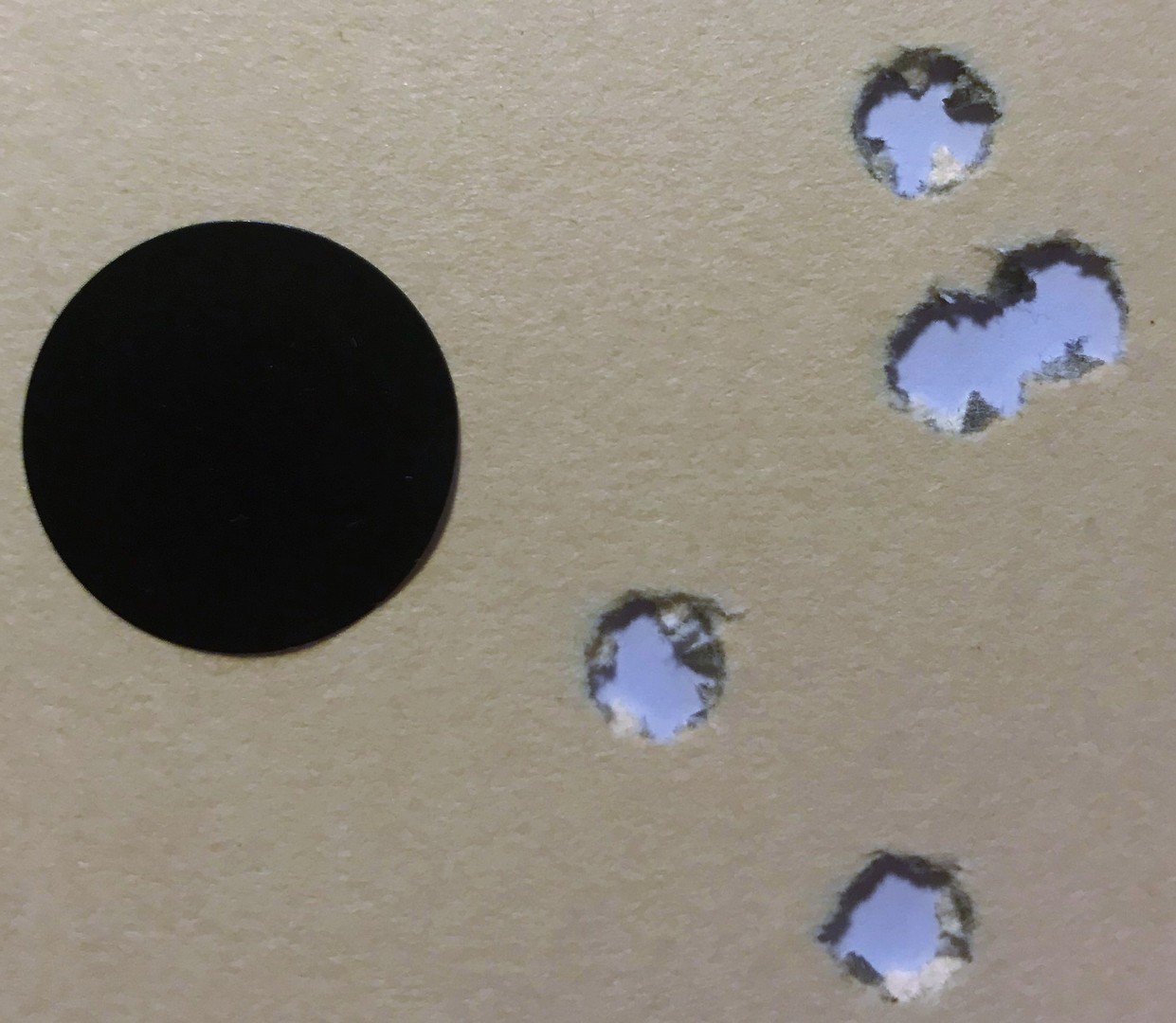
Das Ergebnis ist dennoch ernüchternd. von einer anfänglichen „kann man auf den Schützen schieben!“-Gruppe entwickelt es sich zu den bekannten Streukreisen aus den vorherigen Teilen fort. (Gruppe 3 ist nicht fotografisch dokumentiert, sie lag außerhalb des Spiegels)
Gruppe 1
Gruppe 2
Gruppe 4, mit Markierung der Schüsse 1 bis 5
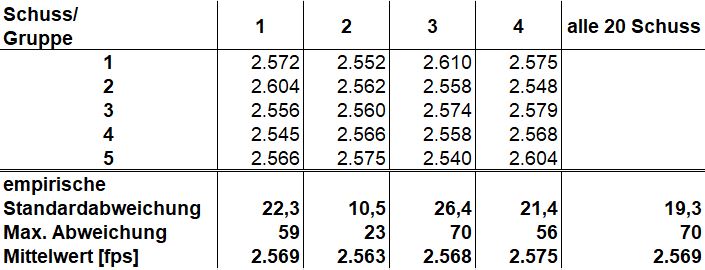
Zwischenzeitlich wurde ein Magnetospeed Sporter angeschafft, um die v0 der Geschosse mit den Ergebnissen der Quickload Rechnung vergleichen und die v0 an sich auswerten zu können. Hier zeigt sich ein weiteres potentielles Problem. Die v0 der einzelnen 5er Gruppen als auch die der gesamten Stichprobe von n=20 Schuss ist nicht zufriedenstellend.
Um den Schwedenmauser endlich auf die mit dem geliehenen Sightron ZF erreichte Präzision zu bringen werden in den nächsten Beiträgen mehrere Faktoren getestet und bewertet. Der Schlachtplan beinhaltet:
Austausch ZF inkl. Montage gegen ein anderes TacVector Modell
Austausch der genutzten mechanischen Waage gegen eine elektronische Waage
Austausch der Lee collet Hülsenhalskalibriermatrize gegen eine Redding Vollkalibriermatrize mit Bushing
Eigentlich ist der Anlass für diesen Beitrag ja ein wirklich trauriger, zeigt er doch, dass die Sportschützen zum Wohle der Sicherheit aller die Prügel abbekommen, obwohl sie mit Terrorismus so wirklich gar nichts zu tun haben. Zumindest ist das bei mir so…
Gemeint ist die EU-weit vorgeschlagene Änderung des Waffengesetzes, in der es u.a. darum geht, die Kapazität von Magazinen zu begrenzen. Für diejenigen, die es u.U. vielleicht noch nicht mitbekommen haben: Es ist geplant, eine Magazinbegrenzung für halbautom. Kurzwaffen auf max. 20 Schuss und für halbautom. Langwaffen auf max. 10 Schuss einzuführen. Ich bin mir aktuell nicht sicher, ob der Gesetzentwurf etwas darüber aussagt, dass allein schon der Besitz von Magazinen größerer Kapazität ab dem Stichtag illegal ist. Jedenfalls führt das Einführen eines solchen Magazins in eine Waffe – mit mehr als der jeweilig erlaubten Kapazität – dazu, dass eben diese Waffe zu einer verbotenen Waffe wird.
Eines mal vorweg: Bei Erstellung dieses Beitrags ist das Gesetzt meines Wissens nach noch nicht in Kraft, der geplante Termin ist aber – meine ich – bereits überfällig.
Wer also wie ich schon immer der Meinung war, dass ein 10-Schuss-Magazin am AR bescheiden aussieht, hat sicherlich einige 20er- oder sogar 30er-Magazine in Besitz, die in absehbarer Zeit ganz furchtbar böse sind! Weil ich mir ab dem Stichtag nicht jede Menge neue Magazine zulegen möchte (Hera Arms bietet mittlerweile Magazine an, die technisch nur eine Kapazität von 10 Schuss besitzen, jedoch rein äußerlich ein 20er Magazin sind), habe ich mich damit befasst, meine Magazine mit erhöhter Kapazität ab dem besagten Tag auf das erlaubte Maß begrenzen zu können. Da ich bisher durchweg Magazine von Hera Arms vom Typ „H2“ besitze, richtet sich dieser Beitrag an Leser, die genau dieses Magazin nachträglich modifizieren wollen und Zugriff auf einen 3D-Drucker haben.
Die Aufgabe war eher Fleißarbeit, denn das Vermessen und konstruieren des Begrenzers im CAD war nicht wirklich schwer für mich.
Einige Probedrucke waren fällig, weil das gewünschte Mass nicht auf Anhieb getroffen wurde. Je nach Qualität Eures Druckers und Ausrichtung des Teils auf dem Druckbett kann noch ein wenig Nacharbeit im Bereich des Schlitzes für den Sicherungsclip notwendig sein. Hier wird der Drucker u.U. eine kleine Strecke Filament horizontal in der Luft drucken müssen. Das geht natürlich nur bedingt, sodass es eventuell zu einer Absenkung des Materials kommt, der Schlitz wird dadurch geringfügig kleiner. Mit einer Feile kann das aber schnell wieder auf das gewünschte Mass korrigiert werden.
Die für den 3D-Druck notwendige Datei stelle ich hier oder im 3D-Druckarchivvorerst nicht zur Verfügung. Aktuell ist noch in Klärung, ob die Veröffentlichung ggf. gegen einen Gebrauchsmusterschutz verstößt. Sobald ich dazu von Hera Arms eine Antwort erhalten habe, gibt es ein kurzes Update in diesem Beitrag.
Update Februar 2019:
Hera Arms hat mir mittlerweile die Freigabe für eine Veröffentlichung erteilt. Nachfolgend also hier nun die Datei. Wie immer downloaden und in „.STL“ umbenennen.