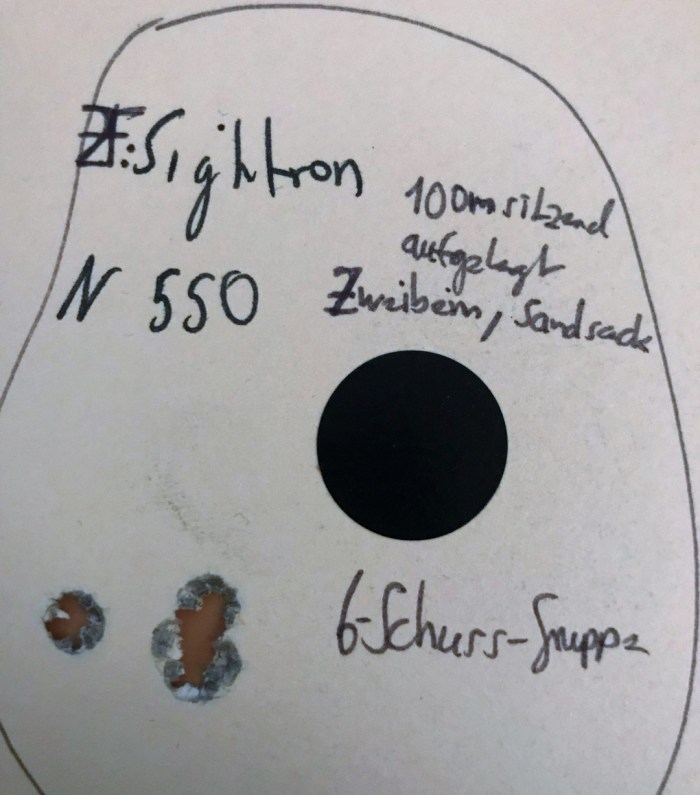
Mit der neuen Errungenschaft V0-Messgerät, genauer einem Magnetospeed Sporter, ist in Teil 6 der Serie „Rettet den Schwedenmauser!“ eine große Abweichung der V0 von Schuss zu Schuss mit der neuen N550 Laborierung für 6,5×55 SW festgestellt worden.
Aus dem dort aufgestellten 3-Punkte-Plan zur Rettung des Schwedenmauser widmen wir uns heute Punkt Nr. 2:
Austausch der genutzten mechanischen Waage gegen eine elektronische Waage
Bisher wird zur Wägung des Treibmittels ein Lee powder measure und eine Lee safety powder scale verwendet. Zum berühmten „trickeln“ der einzelnen Pulverkörnchen in die Waagschale der Waage dient eine kleine dosierflasche mit angeschnittener Spitze, so dass einzelne Körnchen mittels Druck auf den Flaschenkörper hinausgedrückt werden können.
Dabei gibt es drei wesentliche Probleme:
- die Waagschale muss zum Befüllen mittels powder measure von der Waage abgenommen und wieder angehängt werden. Das nachfolgende Schwingen führt, trotz magnetischer „Bremse“, zu einem unerwünschten Zeitverzug.
- Die Waage ist schlecht ablesbar, auch die aufgeklebte Pfeilspitze verbessert das nur bedingt und die Position der Waage ist nicht ergonomisch. (individuelles Problem des Aufbaus beim Nutzer)
- Zu oft kommen aus der Dosierflasche 2 oder mehr Pulverkörnchen und damit zu viele für eine konsistente Pulvermenge. (Ob die Körnchen-genaue Abmessung in Anbetracht der sonstigen Variablen im Gewehr relevant ist, muss jeder für sich entscheiden. Speziell zum Ausschließen als möglicher Auslöser der Probleme wird es hier als notwendig erachtet)
Um 1 und 2 direkt abzustellen, wird eine elektronische Waage mit ausreichender Kapazität und Genauigkeit bestellt und das von einem namhaften, deutschen Hersteller. Die Wahl fällt auf eine Kern EMB 100-3.
Die Funktionalität der Waage beschränkt sich auf ON/OFF und TARA, die Kapazität liegt bei 100 g (Gramm nicht grain) und die Genauigkeit und Wiederholgenauigkeit bei 0,001 g (Herstellerangabe).
Die Genauigkeit und Wiederholgenauigkeit sind wie gefordert, der Funktionsumfang hätte mehr sein dürfen. Bei 150 € statt 300 €+ UVP für dieses Modell und den Preisen für Waagen mit mehr Funktionalität geht das aber in Ordnung.
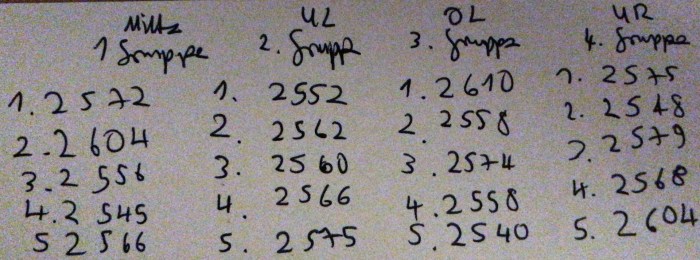
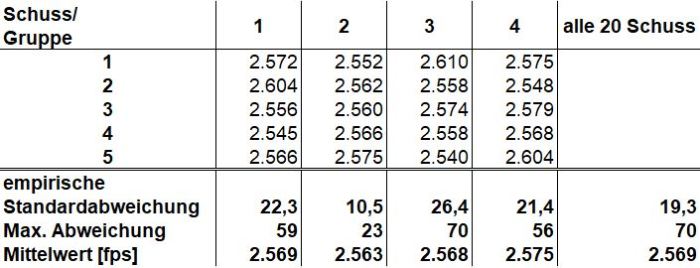
Für den Vergleichstest werden 20 Pulverchargen mit der bisherigen Methode (powder measure, mechanische Waage und „trickeln“) hergestellt und diese dann mit der elektronischen Waage ausgewogen. Das Ergebnis ist wie folgt:

Es ergeben sich verwirrende bis unangenehme, aber händelbare, Erkenntnisse:
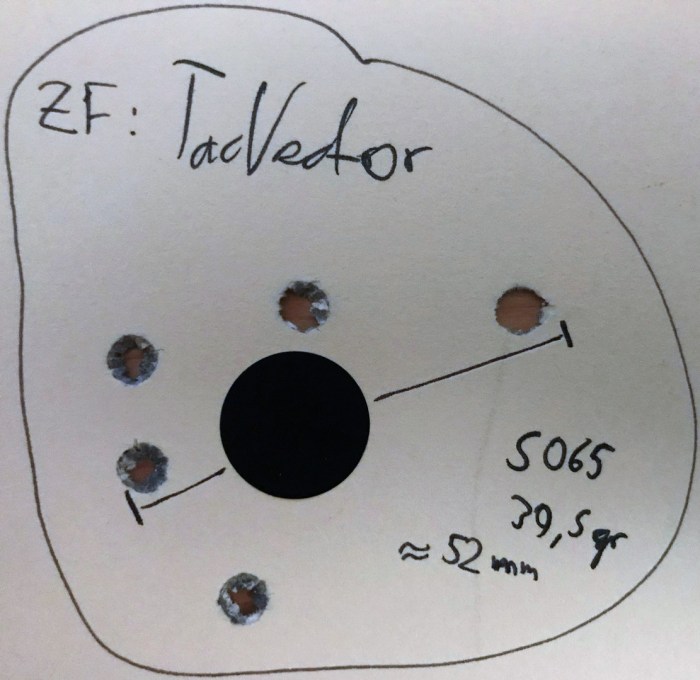
- Die Lee Waage scheint nicht mehr akkurat kalibriert zu sein: statt der eingestellten 39,5 gr = 2,56 g ergeben sich im Mittel 2,541 g – Damit kann man umgehen und erklärt, zumindest teilweise, die Differenz von in Quickload errechneten 2.642 fps für diese Laborierung und gemessenen 2.569 fps. Mit der reduzierten Ladung (2,541 g / 39,21 gr) errechnet sich die V0 zu 2.626 fps.
- Die max. Abweichung von 12/1000 (!) g bzw. die min./max. Werte der Chargen-Stichprobe von 2,536 g / 2,548 g ergeben rechnerische V0-Differenzen von 11 fps bzw. V0-Werte von 2.621 fps / 2.632 fps. Wenn das tatsächlich die gemessene Differenz wäre, gäbe es nichts zu meckern! Die Realität sind 70 fps.
- Die elektronische Waage driftet nach wenigen Wägungen (<10) um ein paar tausendstel Gramm ab. Da das Gewicht der Pulverschale über TARA „genullt“ wird, lässt sich die Abweichung direkt ablesen und abziehen. Ab ca. 10 Wägungen wird dann jeweils mit der Pulverschale neu „genullt“.
- Die Wägung der Pulvercharge geht mit der neuen Waage bedeutend schneller und einfacher.
- Für das „trickeln“ muss eine Alternative gefunden werden. Vielleicht ist der Eigenbau des Kollegen Ausgangspunkt für eine Weiter- / Eigenentwicklung.
Insgesamt lässt sich sagen, dass der Kauf der elektronischen Waage nicht bereut wird.