
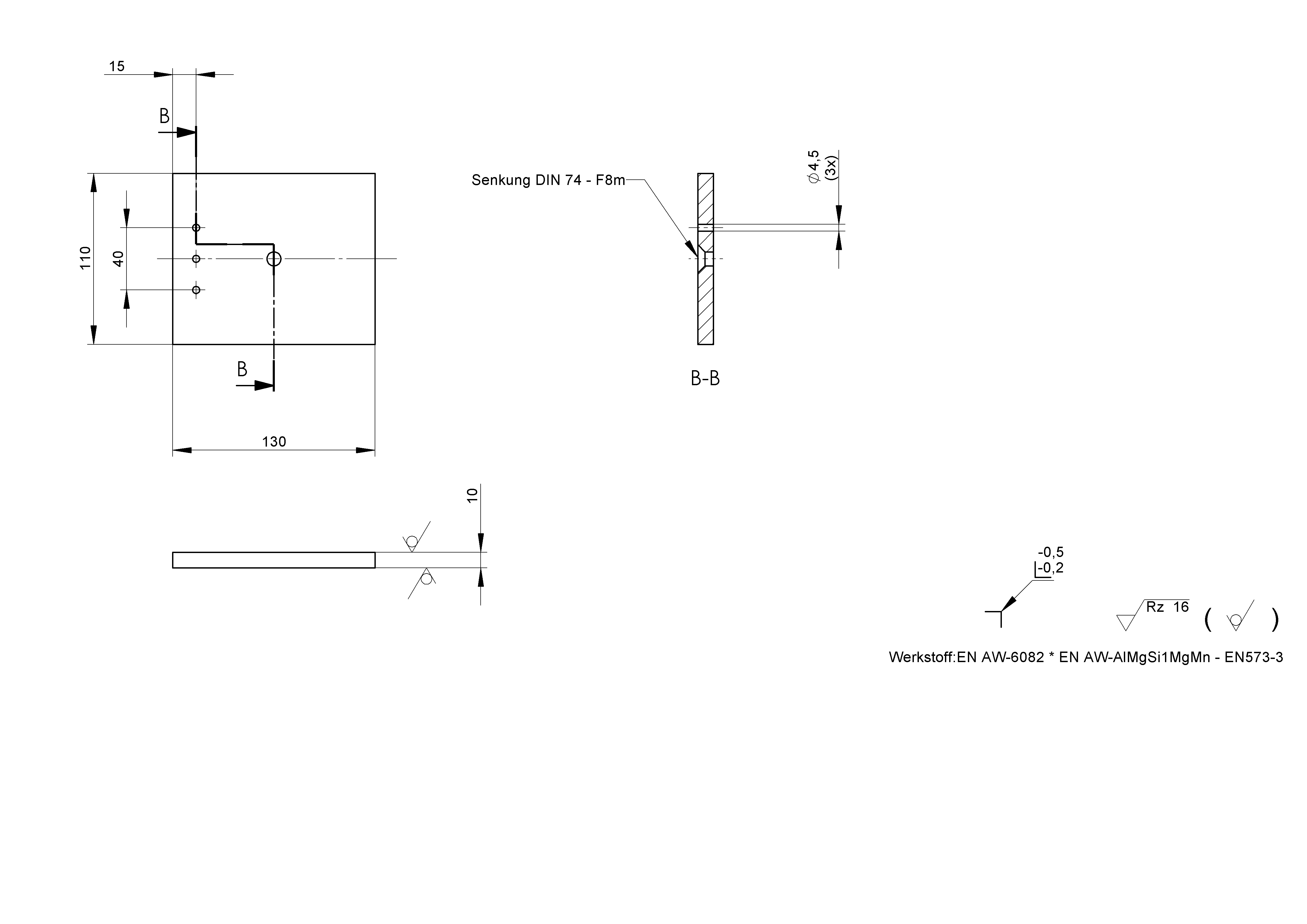
Die Kopfplatte von Dillon ist ein Aluminium-Druckgussteil, das maschinell nachbearbeitet wurde. Für die Massenfertigung konzipiert, sollte man dieses Teil nur nach unten stehender Zeichnung anfertigen, wenn einem wirklich langweilig ist – und wenn eine Fräse in der Nähe rumsteht … Ansonsten lohnt sich der Aufwand zur Anfertigung kaum, das Teil ist beim Händler schon für ca. 35 € oder sogar weniger zu haben.
Ich habe eine originale Kopfplatte vor Zeichnungserstellung auf einer Maschine vermessen, es hat sich aber im Nachhinein auf der Presse herausgestellt, dass die Bohrungen für die zwei dünnen Verriegelungsstifte leicht versetzt waren. Das hatte zur Folge, dass es bei längeren Hülsen wie z.B. .357 Mag. Zuführstörungen in die Matrizen gab. Also wurden die Bohrungen heraus geschnitten, wieder zugeschweißt und anschließend glatt geschliffen – wenn man genau hinschaut, sieht man diese Nacharbeit auch. Die Zeichnung zeigt bereits den neuen Zustand ohne Bohrungen für die Verriegelungsstifte.
Für die beste Ansichtsqualität empfehle ich einen Download des nachfolgenden Bildes.

Für die Verwendung ist nun noch etwas Handarbeit gefragt:
Ich habe die Kopfplatte voll mit Matrizen bestückt (sie müssen nicht korrekt justiert sein) und auch in die Hülsenhalteplatte alle fünf Hülsen eingelegt. Anschließend wird die Presse betätigt, bis sie oben im Endanschlag ist. Alle Hülsen befinden sich nun in den Matrizen und die Kopfplatte ist korrekt ausgerichtet, denn das Bohrungsmuster für die Matrizen stimmt 100%ig. Jetzt kann man mit einer Bohrmaschine vorsichtig durch die Stiftlöcher der Presse in die Kopfplatte bohren (nur leicht anbohren!), um die beiden Bohrungsmittelpunkte zu bestimmen. Auch wenn es verlockend ist, gleich durchzubohren – die Kopfplatte sollte nun entnommen und an einer Standbohrmaschine durchgebohrt werden! Wer das mit einer Handbohrmaschine bei eingelegter Kopfplatte versucht, läuft Gefahr, die Stiftlöcher an der Presse durch Schrägstellung des Bohrers aufzuweiten, nachfolgend eingelegte Platten können dann Spiel aufweisen, was wiederum zu beschädigten Hülsen führen kann.
Noch ein Hinweis:
Die Kopfplatte besitzt mittig einen Bohrungsdurchmesser von 19mm, um sie auf dem nachfolgend beschriebenen Ständer ablegen zu können. Wenn sie stattdessen auf einen originalen Ständer von Dillon passen soll, muss diese Bohrung mit einem Durchmesser von 19,8mm ausgeführt werden.
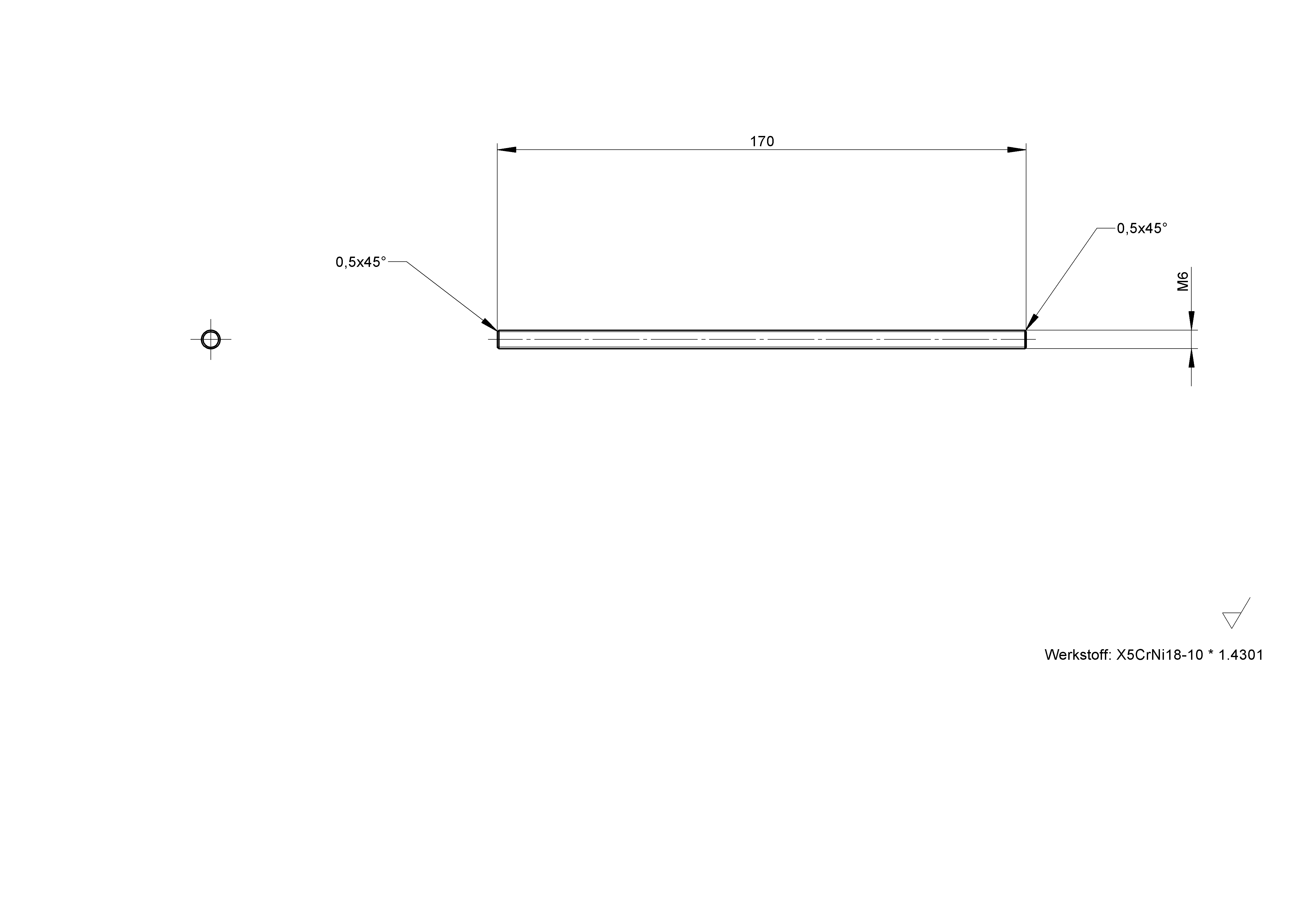
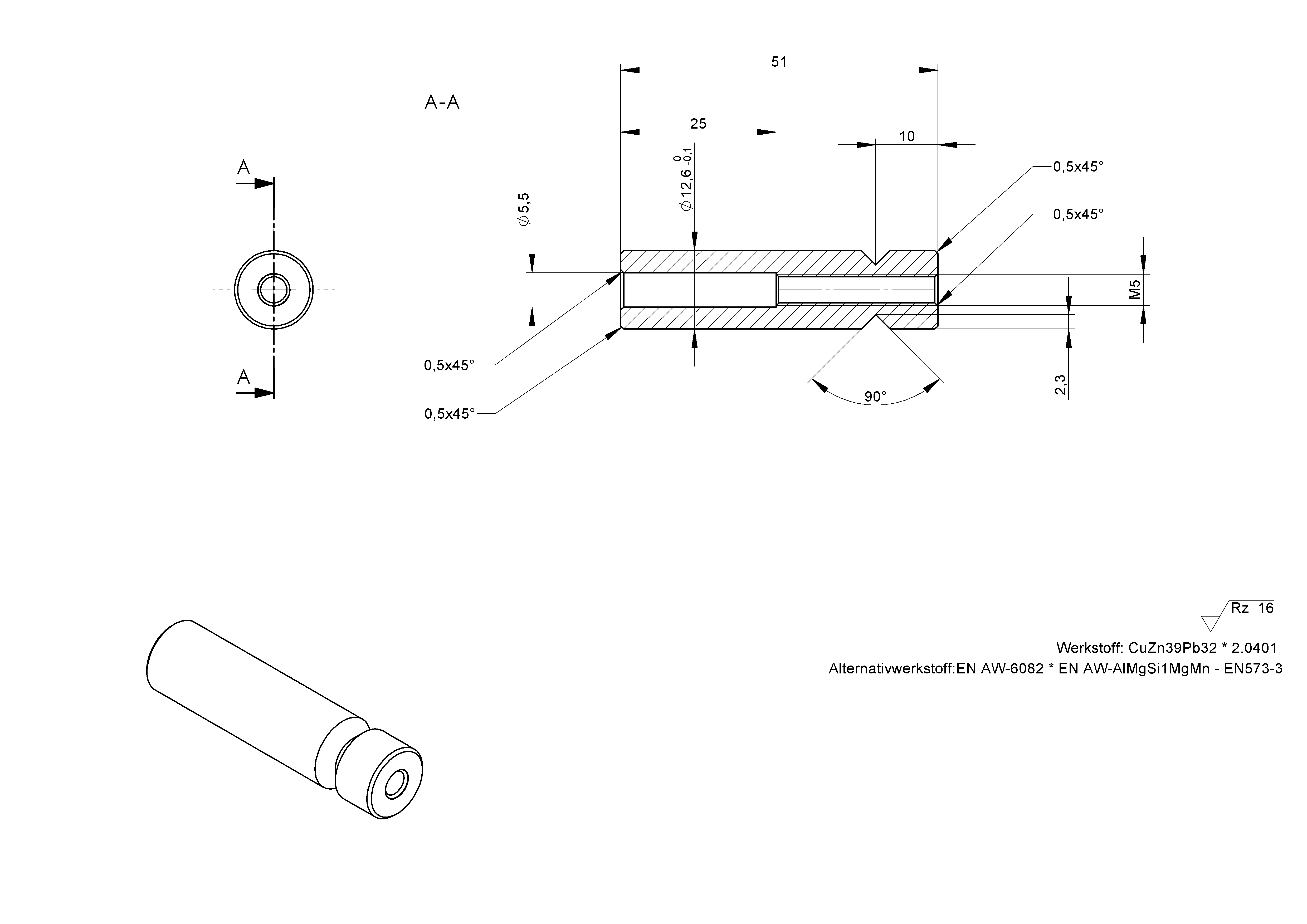
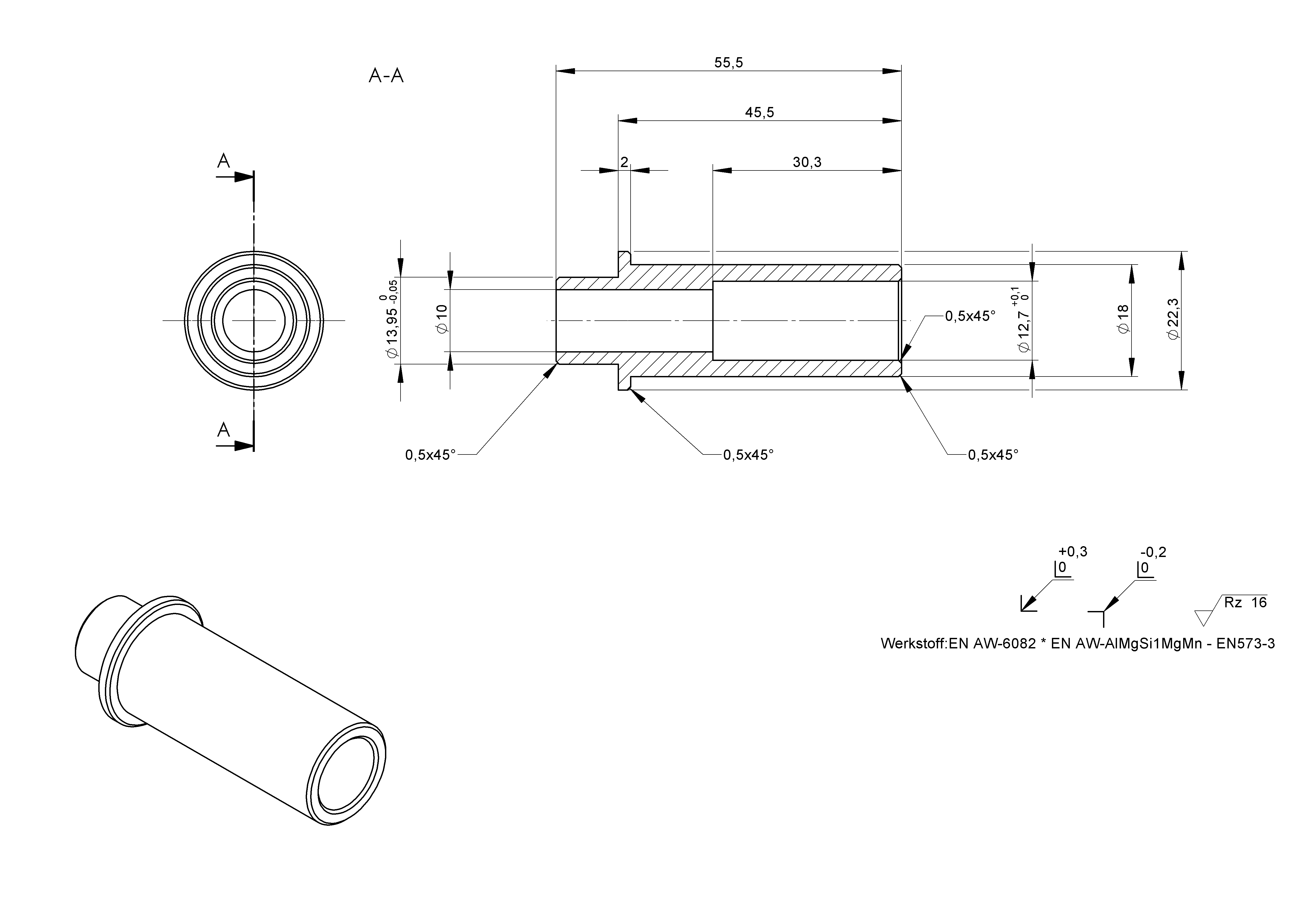
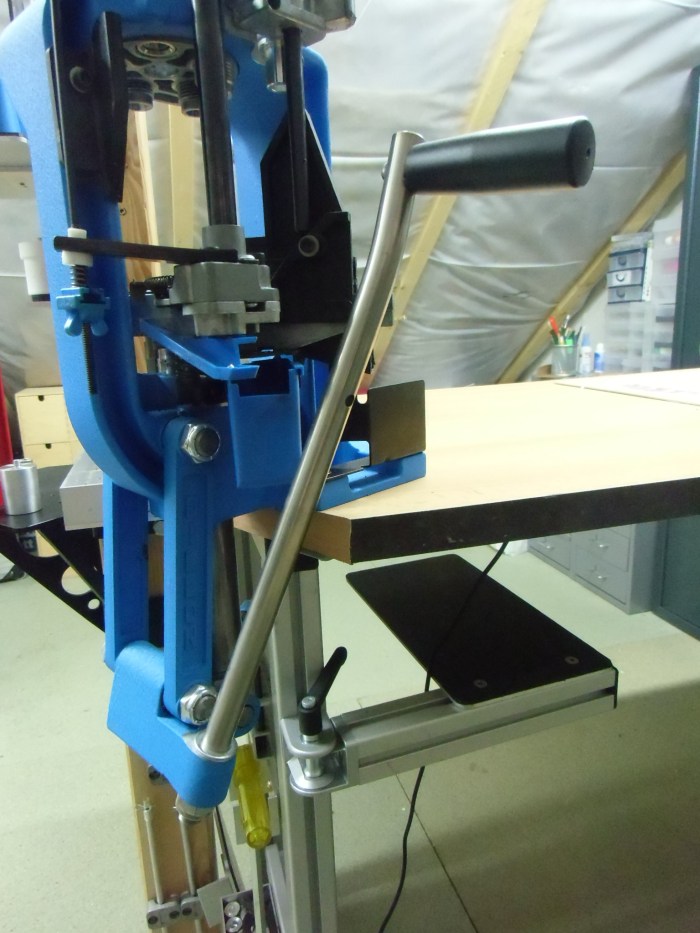
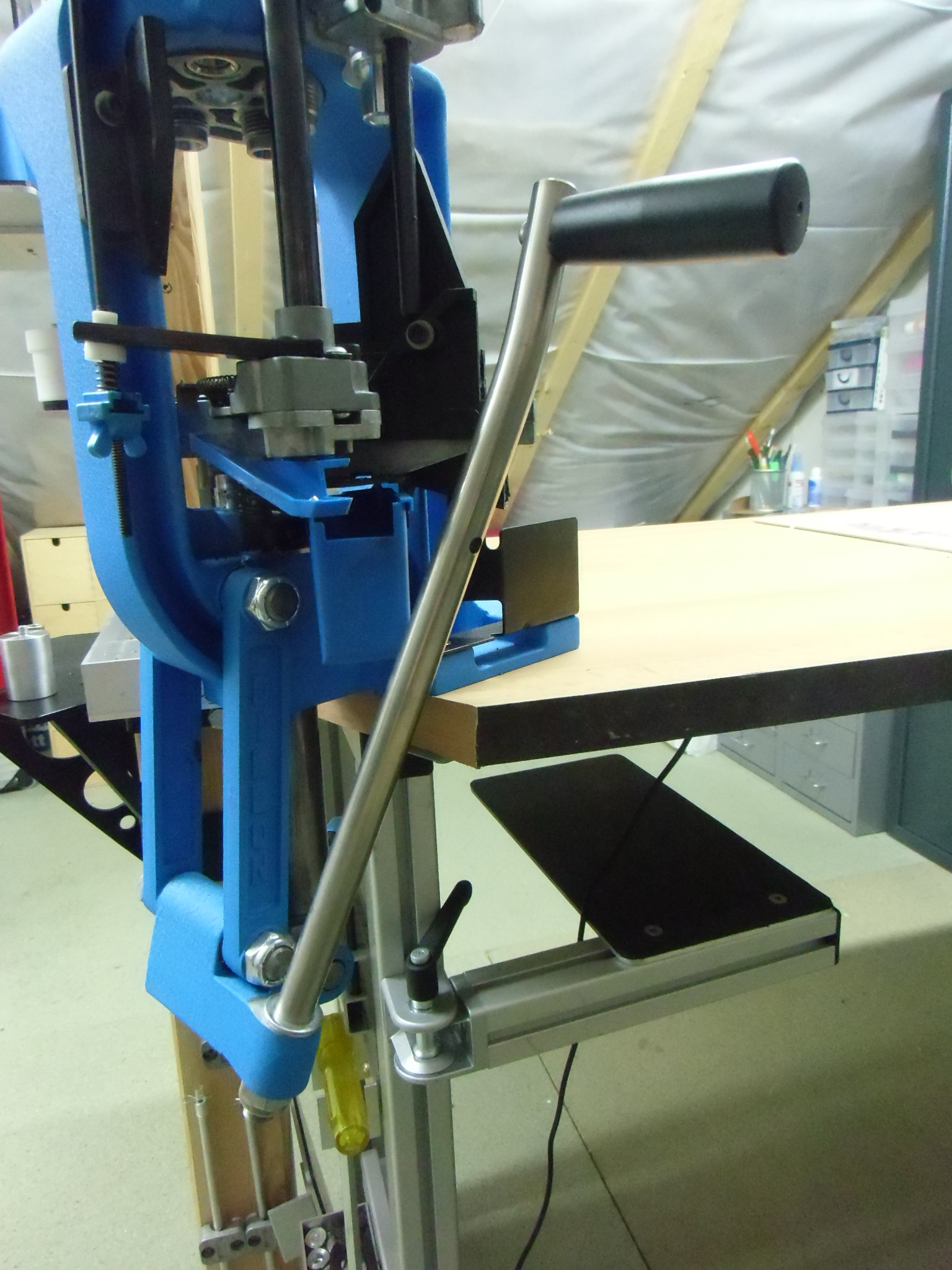
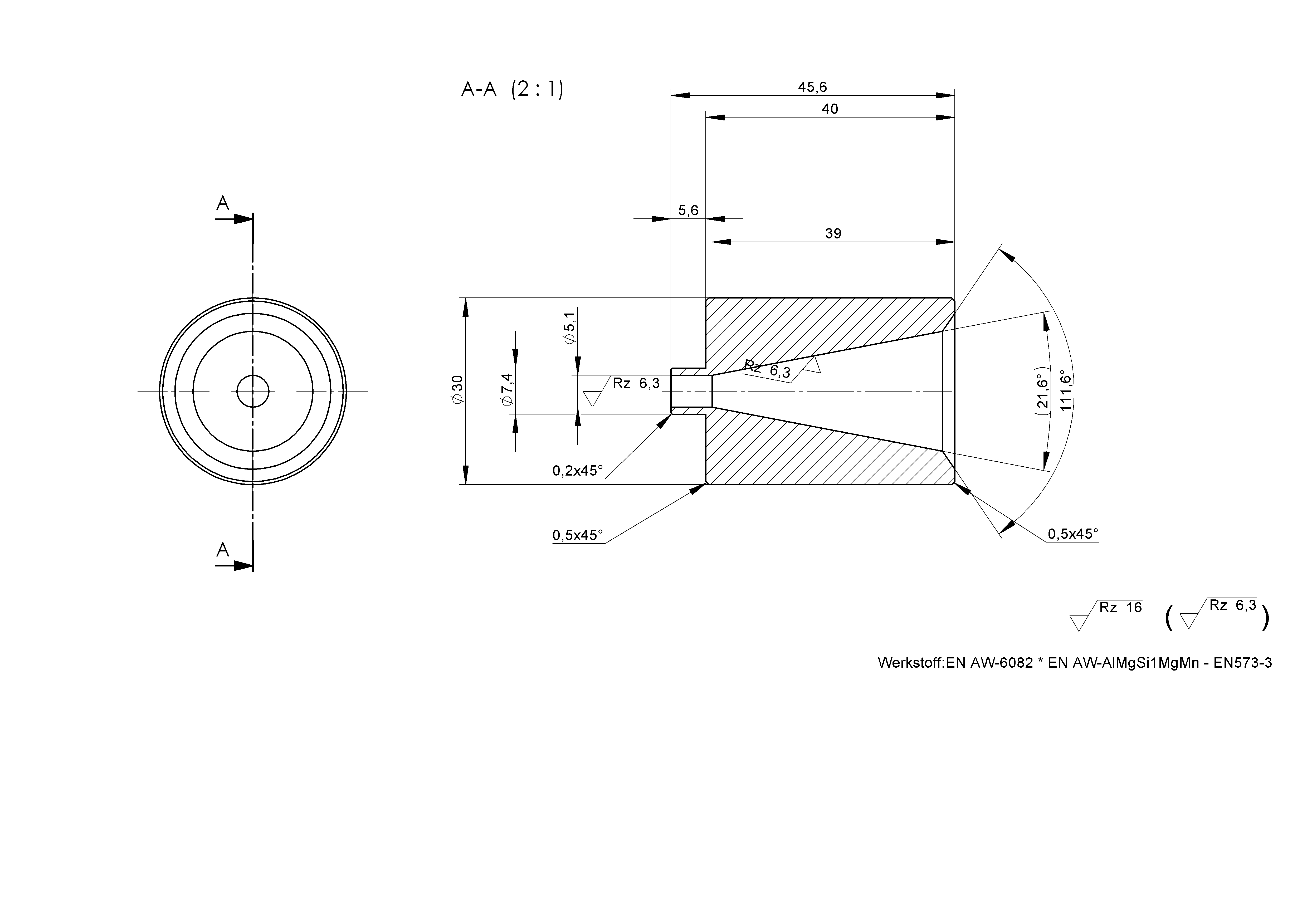
Für die Anfertigung des Ständers benötigt man lediglich die beiden Teile laut nachfolgenden Zeichnungen und eine Senkschraube ISO 10642 M8x20-A2. Der Zusammenbau ist denkbar einfach.



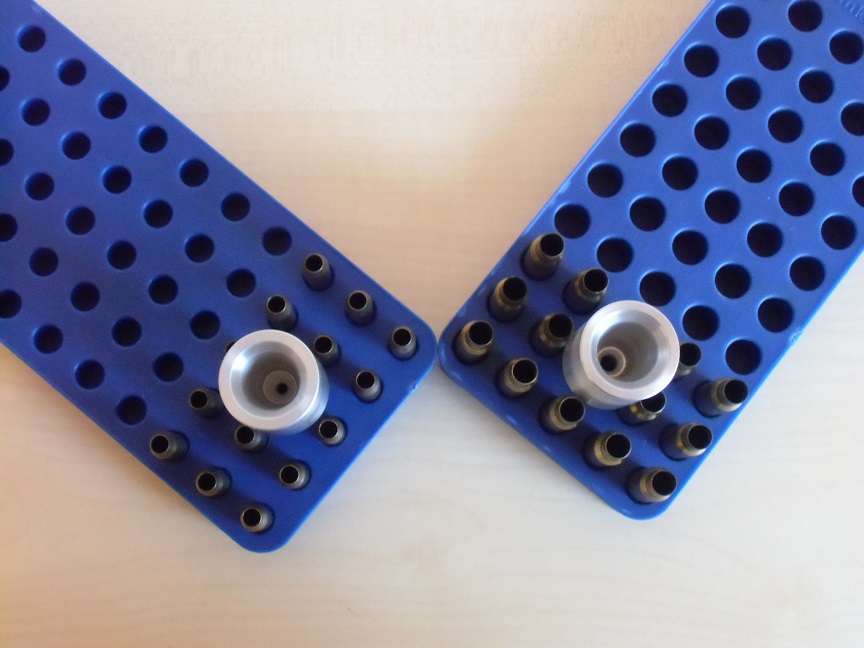
Hier noch eine Ansicht meines Quick-Change-Kits für das Kaliber .357 Mag. :

Wie Ihr seht, war ich zu knauserig, für jedes Kailber auch noch einen Powder-Check von Dillon zu kaufen. Das Umbauen und neue Justieren des Powder-Checks ist generell schnell gemacht, wenn man wenigstens noch eine Einschraubmatrize auf dieser Position hat. Da mich aber mal wieder der Erfindergeist gepackt hat, arbeite ich derzeit noch an einer optischen Variante des Powder-Checks, die werde ich bei Gelegenheit vorstellen. Und hier ist der Artikel auch schon!




























{kind=link}