Ab und an verliert man das Interesse an Dingen, auch wenn es mal richtige Herzensprojekte waren, in die man viel Zeit investiert hat. Das war beim Projekt Taktischer Schaft für den AG42B Ljungman bei mir leider schon länger der Fall und in mir ist der Entschluss gereift, meine beiden Ljungmans zu verkaufen. Dass das für den extra dafür konstruierten taktischen Schaft alles andere als einfach werden würde, war mir klar, übertrifft der Preis des Schafts jenen des Gewehrs ja locker um das Doppelte.
Davon ist die Rede:
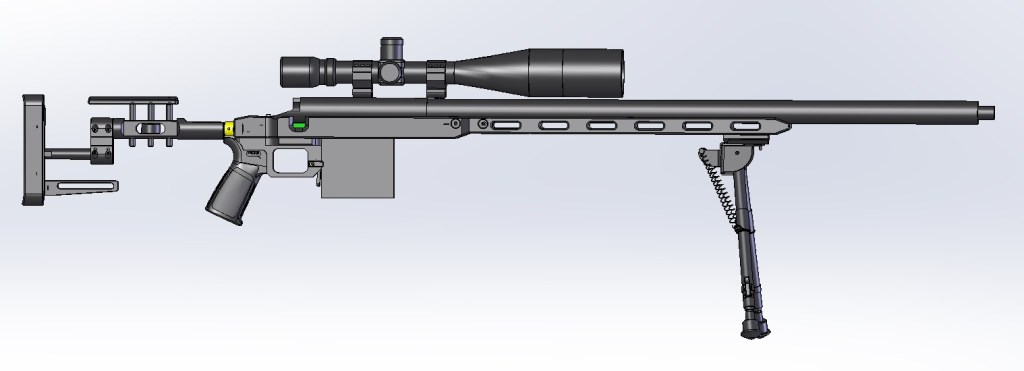
Vorher
Nachher
Als ich dann von einem Kollegen erfahren habe, dass er ein sündhaft teures R700 Long Action-System von Zermatt – übrigens im recht neuen Kaliber .300 PRC – in Auftrag gegeben hat, ergab sich für mich die Gelegenheit dieses System für künftige Schaft-Projekte mal zu vermessen. Da ein weiterer gemeinsamer Kollege das exakt gleiche System ebenfalls bestellt und mit einem eigens dafür georderten Schaft von MDT sogar noch einen obendrauf gelegt hat, durfte ich auch diese Gelegenheit nutzen und den Schaft gleich mit vermessen. Ein richtiger Glücksfall für mich, allerdings mit ordentlich Arbeit verbunden, deren Abschluss erst in einigen Monaten zu erwarten war.
Dass ich für das zukünftige Projekt „Schaft R700 LA“ Teile des oben erwähnten Schafts des Ljungmans wiederverwenden könnte, hatte ich bereits im Hinterkopf. Los ging es also mal wieder im CAD, wo die gesammelten Daten in Modelle umgewandelt wurden. So wurden der komplette Hinterschaft sowie der Vorderschaft des Ljungman-Schafts für die Konstruktion quasi wiederverwendet, das Ergebnis sah im CAD dann so aus:
Da besagter (erster) Schützenkollge auch noch einen sehr guten 3D-Drucker besitzt, wurden der neue Basisschaft sowie das Abzugsgehäuse und einige Kleinteile ausgedruckt und zu einem kompletten Schaftsystem zusammengesetzt. Bemerkenswert ist, dass der komplette Auslösemechanismus für das Magazin tadellos funktioniert hat! Aufgrund des in der Größe beschränkten Druckbetts musste beim Basisschaft ein wenig improvisiert werden: Dieser ist für die erste Montage/Kollisionsanalyse zweiteilig ausgefallen, man kann die Schrauben und Muttern in seiner Mitte gut erkennen.
Anschließend ist das R700 LA-System in den Schaft gesetzte worden. Aufgrund des überaus massiven Laufs von 30“ Länge und durchgehend 30mm Durchmesser, war das für den Kunststoff schon durch das Eigengewicht eine harte Belastungsprobe. Der Schaft ist sichtbar durchgebogen, wenn man die Waffe abgestellt hat. Aber völlig OK, das war bei Kunststoff aus dem 3D-Drucker auch zu erwarten. Hier und da wurden einige Stellen mit der Feile am Prototypen und natürlich parallel im CAD korrigiert. So sah das komplette Gewehr im Anschluss aus:
Da dem Kollegen der kurze Vorderschaft nicht optimal gefiel, habe ich die Konstruktion nochmal geändert und einen ebenfalls noch verfügbaren Vorderschaft vom taktischen Schaft eines Schwedenmausers integriert:
Die Erprobung hat allerdings ergeben, dass dessen Dimension für den massiven Lauf des Zermatt-Systems zu gering sind und das spätere Gesamtsystem damit im Schuss zu sehr schwingt. Also wurde ein neuer Vorderschaft konstruiert, bei dem alle Wandstärken maximal ausgereizt und alle Wandungen mit Abstützungen auf maximale Biegesteifigkeit ausgelegt wurden.
Nachdem dieses Bauteil dann in die Fertigung ging, hieß es erstmal „Warten“ auf die Lieferung für einen weiteren Versuch im scharfen Schuss.
Sowohl Marcus als auch ich haben im Schwedenmauser ein Tikka T3x Magazin verwendet. Gleiches gilt logischerweise auch für meine T3x Varmint in 6,5×55 SE als Nachfolge für meinen Schwedenmauser. Die Serie um endlich einen Bullpup Umbau bis zum Ende durchzuziehen und zu dokumentieren beginnt hier TIKKA T3x Bullpup: neues Projekt
Als altes, schwäbisches Sparbrötchen habe ich ein Problem damit 70-80€ für ein Magazin aus Plastik auszugeben. Also habe ich mich daran gemacht ein eigenes, von den Tikka Abmessungen abgeleitetes und damit kompatibles Magazin zu entwickeln und dabei ein vielfaches an Arbeitszeit, Versuch & Irrtum und Material zu versenken. Aber darum geht es hier ja.
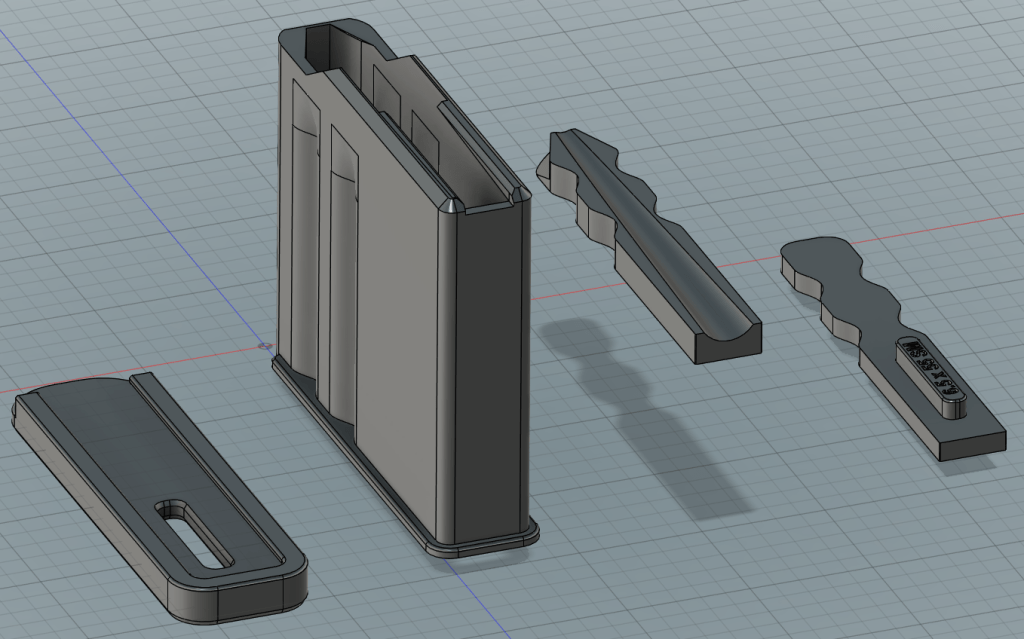
Das Design ist in 3D am Computer entstanden, mit viel vermessen des originalen Magazins als Startpunkt.
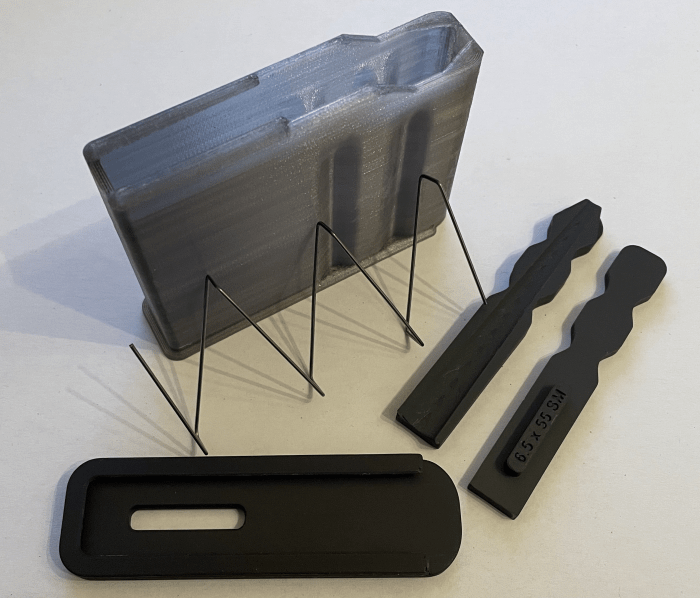
Von links nach rechts sind zu sehen die Bodenplatte mit Verriegelungsloch, das Magazingehäuse, der Ladelöffel mit entsprechend gewinkelter, mittiger Rampe für sauberes zuführen und das Verriegelungsstück / Federhalter ganz rechts.
Da ich zwischenzeitlich von einem mittelmäßigen und vor allem langsamen anycubic 3D Drucker auf einen Bambulab X1C umgestiegen war, konnte sich das Druckergebnis, zumal in PLA, sehenlassen. Lediglich mit dem mit rauchfarbenem Magazingehäuse bin ich recht unzufrieden. Die Idee war den Ladestand des Magazin von aussen sehen zu können. Bedingt durch das aufschmelzen und dann wieder verfestigen beim Abkühlen in mehr oder weniger gut verbundenen Schichten ist die Lichtdurchlässigkeit des gedruckten Kunststoff nicht ausreichend für diesen Zweck.
Oberhalb die gedruckten Teile und die, mit Hilfe einer, ebenfalls gedruckten, Schablone, handgebogenen Feder. Mit Fertigstellung des zugehörigen Bullpup Schaft für meine Tikka T3x Varmint werde ich mit einer mehr als 5 Schuss fassenden aber dennoch in der Länge in einem Bullpup handhabbaren Variante, a.k.a. doppelreihig, weitermachen. Unterhalb noch ein Video zu einem Zuführversuch in der Tikka, selbstverständlich mit einer inerten Patrone. Nein, die schwarze Markierung weißt nicht auf eine AP Variante hin sondern kommt noch von der Ermittlung der richtigen Setztiefe für das Geschoss in meinem Gewehr.
Nach dem nicht erfolgreichen Umbau meiner Remington 700 in ein Bullpup Gewehr, das System mit Magazin sitzt hinter dem Abzug und verbessert das Verhältnis von Lauflänge zu Gesamtlänge erheblich zugunsten der Handhabbarkeit des Gewehrs, habe ich mir zum runden Geburtstag eine Tikka T3 Varmint kurz links in 6,5×55 SE gegönnt.
Wie so oft, Gedenke ich auch hieraus eine Serie zu machen, in dieser dokumentiere ich den Fortschritt am Projekt aus den letzten Jahren. Wie so oft bei Prototypen und Arbeit mit begrenzten Fertigungsmöglichkeiten und verfügbarer Zeit, gibt es einige Iterationen im Projekt, auch aktuell befindet es sich wieder in einer Umgestaltung.
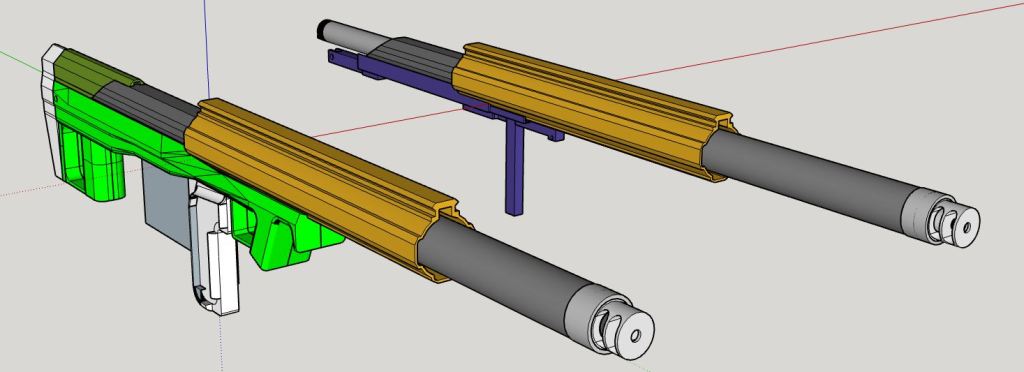
Begonnen hat die Planung noch in Sketchup, zwischenzeitlich bin ich auf Fusion 360 umgestiegen, und sah in den ersten Skizzen so aus:
Blau / lila im Hintergrund ist eine aus Aluminium gefertigte Verbindungschiene, an die alle wesentlichen Teile angeschraubt werden, orange ist ein modifizierter AR-15 Vorderschaft und hell bzw. dunkel grün sind Schaftteile die auf der Fräsmaschine aus POM gefräst werden.
Es entsteht die Verbindungsschiene, Eckpunkte der Ausfräsungen werden vorgebohrt, mittig der für das Magazin (weiss, unterhalb), links am Bildrand der für den Rückstoßstollen ( blau, unterhalb). Zu erkennen ist hier auch schon die geplante V-Bettung die hier noch mit dem 45° Fräser überfräst werden muss. dazwischen die Löcher für die Systemschrauben (rot, unterhalb).
dazu kommen in orange markiert die Bohrung zur Befestigung des AR-15 Vorderschaft, in blau markiert die Ausfräsung zur Aufnahme des Griffs und in schwarz markiert die Bohrungen zur Befestigung der Schaftkappe.
Die Schaftteile werden aus einem massiven POM Block mit der manuellen Fräsmaschine ausgefräst, die markanten Punkte zuvor mittels Bohrungen nach X / Y Koordinaten eingebracht. die Verbindungsschiene aus Aluminium wird in einer passenden Ausfräsung untergebracht.
Der Abzug wird mittels Stange nach vorne verlegt, durch die Verlegung der Kontaktpunkte der Abzugsstange nach oben, bewegt sich diese entgegen der Richtung des Abzug. Aus dem Abzug der Tikka wurde das originale Abzugszüngel ausgebaut und durch eines in U-Form ersetzt, das den Kontaktpunkt für die Abzugsstange direkt unterhalb die Systemhülse bringt bzw. die Verbindungsschiene bringt. Auf dem folgenden Bild in gelb markiert der hintere Drehpunkt des „Abzugszüngel“ im Abzugsgehäuse, in rot der vordere am nach vorne verlegten Abzug.
Unterhalb eine Detailaufnahme des neu gefertigten „Abzugszüngel“ im Abzugsgehäuse. Es handelt sich um einen rechteckiges Stück Stahl, welches für die Seitenwand des Abzugsgehäuses eingeschlitzt wurde, mit einer Bohrung für den Stift am Drehpunkt versehen wurde und entsprechend der originalen Fläche in Kontakt mit den internen Teilen des Abzugs geschliffen und poliert wurde.
Für eine bessere Ergonomie beim Repetiervorgang wurde der originale Kammerstängel gegen eine selbst nachgefertigte Variante mit Gewindebohrung parallel zur Achse des Verschlusses ausgetauscht. In diese wird eine seitlich abgebogene Rundstange mit beidseitigem Gewinde eingesetzt. Biegung und Winkel sind dabei so gewählt, das eine gute Handhabbarkeit in relativ weit hinterer Stellung für die repetierende Hand gegeben ist.
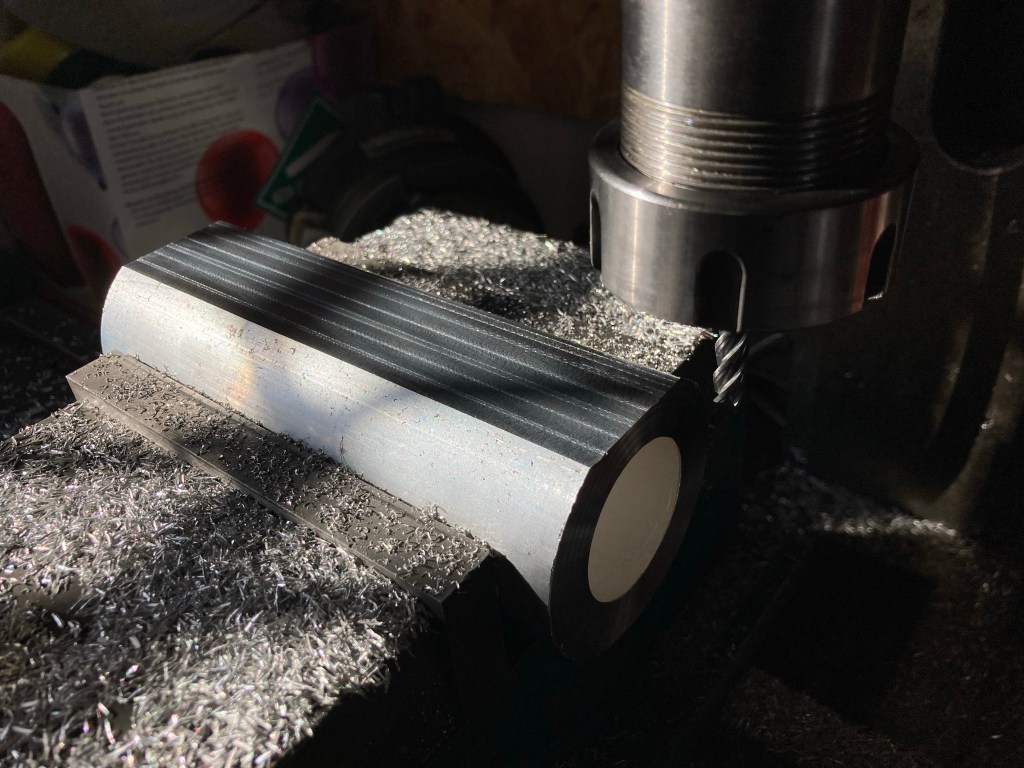
Zum Zeitpunkt des Entstehens dieser Variante habe ich einige Artikel zur Dicke und Steifigkeit von Gewehrläufen gelesen und unter anderem auch zur Versteifung durch Hüllrohre mit entsprechend großen Durchmessern um den Lauf. Ich wollte das selbst ausprobieren und habe entsprechende Haltebuchsen aus Edelstahl für ein Carbonrohr gedreht. das Carbonrohr wurde in die hintere Buchse eingesetzt welches selbst auf dem Lauf im Bereich des Patronenlagers aufgestützt war. Das vordere Ende war eine Kombination von einer auf das Laufgewinde aufgedrehten und mit einer 2-Kammer Mündungsbremse gesicherten Buchse mit entsprechend großem Außengewinde knapp unter dem Innendurchmesser des Carbonrohr. Auf dieses wurde eine weitere Buchse mit entsprechendem Innengewinde aufgesteckt. Durch aufschrauben auf das vorgenannten Außengewinde wurde eine Vorspannung im Rohr erzeugt. Letztgenannte sind unterhalb zu sehen.
Stand der Variante 1 zum Tikka T3x Varmint Umbau zu einem Bullpup Repetierer unterhalb.
Dabei soll es aber nicht bleiben, weitere Iterationen in der andauernden Entwicklung dieses Bullpup Gewehrs folgen.
Knapp 6 Jahre, eine Pandemie und einen neuen Job nach Remington 700 wird ein Bullpup: Teil 7 – Diät für V1 => V2 sind einige Iterationen entstanden, die alle nicht zufriedenstellend oder mit den vorhandenen Möglichkeiten nicht umsetzbar waren. Schlussendlich hat die Remington einen „regulären“ Schaft bekommen. Gekauft ist er natürlich trotzdem nicht sondern auch selbst gebaut.
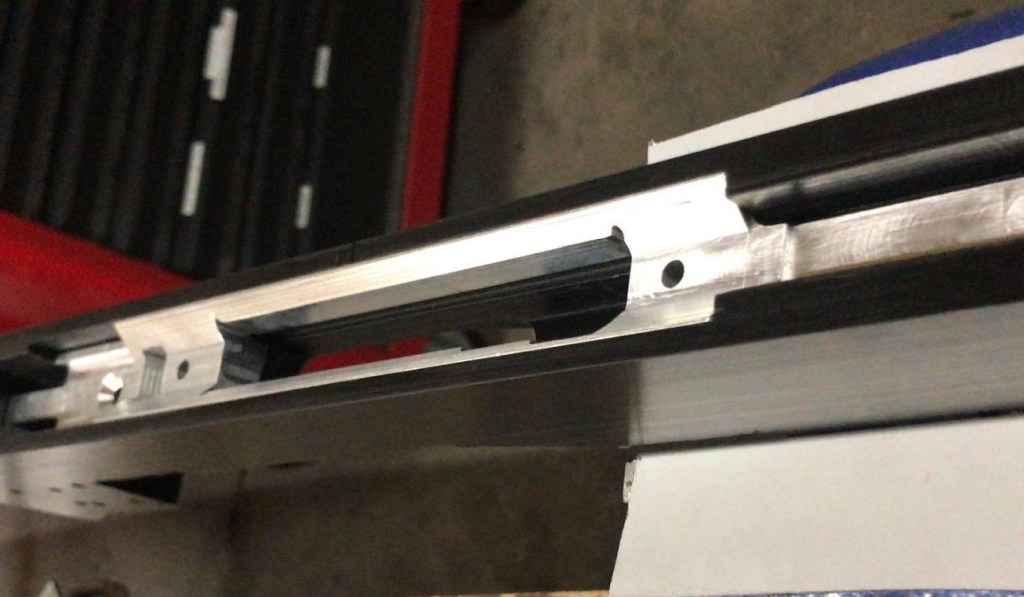
Auf dem Weg zum jetzigen, regulären Schaft gab es einige Zwischenstufe, die Details erspare ich uns. Es war wild. Einer dieser Zwischenstände unterhalb: Da das recoil lug nicht mehr genug Fläche hat, um den Rückstoß aufzunehmen, wurde der zylindrische Lauf vor dem System auf etwa 150mm geklemmt, das System schwingt frei. Ein Klappschaft ist dabei, die wesentlichen Teile sind ein Aluminium Mittelstück, ein Klappscharnier aus Stahl, Hinter und Vorderschaft aus Aluminium und Carbonrohr mit Höhen und Längenverstellung.
An einigen Stellen war die Konstruktion etwas schwach, die Balance grauenhaft. Der unförmige Klemmblock ist im Prinzip bis jetzt geblieben, wurde allerdings durch eine zylindrische Hülse mit Schlitzklemmung ersetzt.
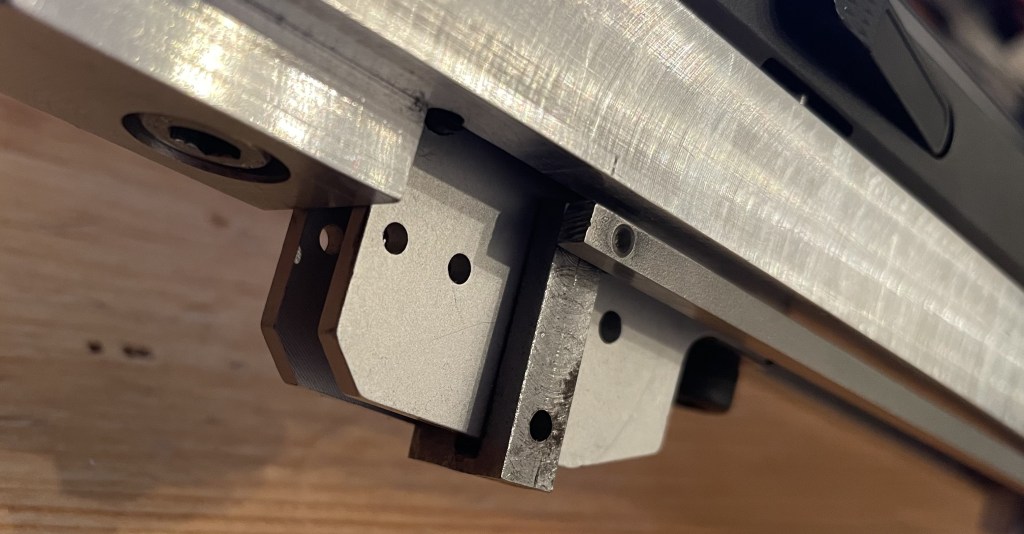
Die Hülse hat 5 Klemmschrauben M6, die die Aluminiumhülse zusammendrücken, zwischen Hülse und Lauf ist eine geschlitzte POM Hülse zur Vibrationsdämpfung. Unterhalb der Hülse sitzt ein Aluminiumblock der in den Schaft eingebettet ist.
Für die Verbindung sorgen 4 Pins in geriebenen Löchern in Block und Hülse, sowie 4 in die Hülse geschraubten Kipp Zentrierspanner. Das sorgt für eine wiederholgenaue, feste aber leicht lösbare Verbindung.
Für den Schaft wurde nach Vorbild der typischen PRS Schäften von Manners, McMillan etc. eine Aluminium Schablone angefertigt und diese dann aus Multiplex ausgefräst, 4 Lagen zusammengeklebt und die Form ausgearbeitet.
Hier ist der Schaft noch „komplett“ mit Hinterschaft, die angedachte Höhen- bzw. Längenverstellung der Wangenauflage und Schaftbacke hat jedoch nicht funktioniert wie gedacht und wurde durch einen abnehmbaren Hinterschaft ersetzt.
Da das „Ausschäften“ zum Transport im 1m-Koffer doch etwas aufwendig ist und Wangenauflage / Schaftbacke, nun ja, keinen Preis für die Optik gewinnen, beginnt das prototyping mit 3D gedruckten Teilen, Vorbereitung des Stahls, das Schweissen und dann das Überfräsen bis zum fertigen Produkt. Auch hier wird über zylindrische Pins und einen Kipp Zentrierspanner mit gearbeitet. wesentlich schneller in der Handhabung als 4 Zentrierspanner und der Drehmomentschlüssel.
Höhe der Wangenauflage ist durch Klemmung verstellbar, hier stellte sich heraus, das der Stahl zu dick und die Finger an der Klemmschraube zu schwach sind. Im Endprodukt sichert ein gedruckter Spacer die Höhe bis die Muße zurückkehrt hier etwas anzupassen. Die Längenverstellung ist per Gewindeschrauben und beidseitig mit Muttern gesichert, von Q The Fix „inspiriert“. Was dem Schaft dann für eine ganze Weile gefehlt hat, ist eine Beschiftung. Die Aluhülse wurde, wie der Hitnerschaft, Pulverbeschichtet, der Teil aus Holz mit Carbonfaser überzogen. Ein Prozess der für mich neu und dementsprechend mittelmäßig erfolgreich war, die Detailbilder erspare ich uns. Natürlich war ich zu faul es zuvor an einem Reststück zu probieren.
Alle Löcher mit Knete verschlossen, der eingeklebte Klemmblock sichtbar.
gelcoat als Grundlage, entgegen der Dokumentation des Herstellers ziemlich transparent.
Carbonfasermatte drauf, Epoxy drüber und dann 4 mal anschleifen und wieder drüber Epoxy drüber Pinseln. durch die Wartezeiten sehr Zeitaufwendig und auch eine Sauerei. Schutzanzug und entsprechende Maske mit FP3 / Chemikalienfilter ist Pflicht, der Raum hatte eine Abluftanlage. Ein nasser Schliff mit 400er Schleifpapier ergibt eine schöne matte Oberfläche.
Und da ist das (momentane… 😉 ) Endprodukt!
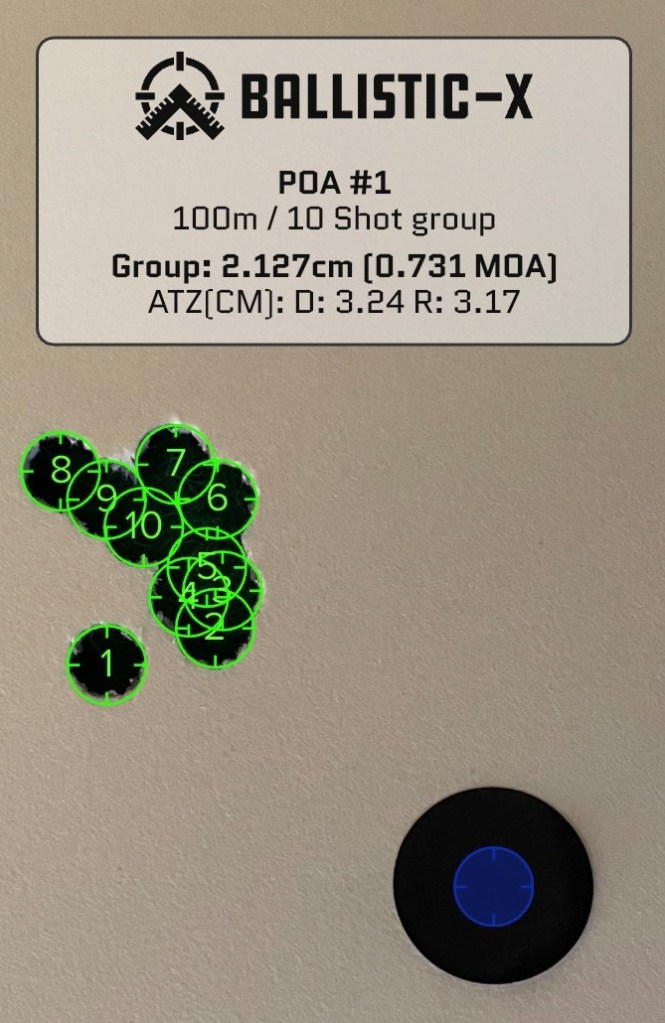
Mit der seit Jahren geschossenen Standardladung hat produziere ich damit diese 10er Gruppe auf 100m, Bild ist gedreht, Schussgruppe ist oberhalb des Schusspflasters.
Für eine neue Ladung, mit etwas mehr Dampf und anderem Pulver ergab sich eine ähnliche Gruppe, auch hier gedreht und absichtlich etwas vom Pflaster weggeklickt im ZF. Seitenstreuung ist mein Unvermögen gerade durch das ZF zu schauen, für Die Höhenstreuung habe ich eine andere Erklärung. Mit dem Garmin XERO Chronograph des Kameraden Jörg habe ich die Geschwindigkeiten aufgenommen und sehr starke Schwankungen festgestellt.
Schuss
Geschossgeschwindigkeit m/s
9
758,7
10
762,6
11
753,7
12
750,5
13
744,4
14
758,2
15
750,5
16
753,4
17
754,7
18
757,0
Mittelwert
754,4 m/s
Spreizung
18,2 m/s
Standardabweichung
5,15 m/s – 16,9 fps
nach Cal Zant von precisionrifleblog.com erreichen die Top PRS Schützen Standardabweichungen von 5 fps und, unter anderem, dadurch die notwendigen 0,3 MOA Gruppen für die Wettkämpfe auf diesem Niveau. Aber auch hier bei uns sind ähnliche oder bessere Ergebnisse nötig, um beispielsweise beim BDMP in der Disziplin ZG3 auf 300m oben mitschießen zu können. So hat es dann mit dem Gewehr auch nur für Platz 19 bei den LM ZG3 2023 gereicht. Es Bedarf wohl noch etwas Arbeit an der Wiederladetechnik.
(ACHTUNG: Die Bezeichnung in der Tabelle und die Nummerierung im Bild stimmen nicht überein!)
Ich habe mich vor ca. zwei Wochen sehr spontan dazu entschlossen, nochmal etwas Geld in das Tuning meiner CZ 75 Shadow 2 zu stecken, nachdem ich durch puren Zufall mal die getunte Shadow 2 eines Schützenkollegen schießen durfte. Mit etwas anderen Griffstücken und einem völlig anders konzipierten geraden Abzug lag diese Waffe schonmal sehr gut in der Hand. Das Schussverhalten hat mich dann aber restlos überzeugt! Als längjähriger Schütze einer Les Baer 1911 war der für mich eher späte Umstieg auf das Kaliber 9mm sowieso schon eine spürbare Erleichterung, was den Rückstoß angeht. Aber diese getunte Waffe zu schießen war regelrecht angenehm! Ich weiß kaum, wie ich diesen Unterschied genau beschreiben soll: Da war zum einen der gerade Abzug mit wirklich wenig Vorweg, der zudem nach Überwinden des Druckpunkts auch gar nicht mehr gekrochen ist – Abzug und Trigger-Reset waren außerdem spürbar kürzer eingestellt. Hinzu kommt das gesamte Repetierverhalten der Waffe, das ich als schneller und trotzdem weicher vom Rückstoßverhalten empfunden habe. Ich habe es nicht an Ort und Stelle ausprobiert, aber ich glaube, dass das Schießen von Dubletten damit um einiges einfacher sein könnte.
Lucky Delta
Vom besagten Schützenkollegen habe ich dann freundlicherweise auch die Quelle der Tuningteile erhalten: Lucky Delta aus Schwechat in Österreich.
Hier ist die vom Schützenkollegen überlieferte Liste seiner damaligen Tuningteile, die Benennung ist heute im Shop der Homepage teilweise etwas anderslautend:
SA Trigger Alu, gerade, rot
CZ 75 SP 01 Trigger Spring
Sear Pin Hartmetall poliert
SA Custom-Hammer TS Orange
Trigger Pin long
Trigger Pin short (Hammer Pin)
Hammerfeder 10lbs
Zündstiftfeder soft
Recoil Spring Federset 11lbs und 13lbs (wobei 11lbs in der Waffe verbaut war)
Practical Shooting solutions
Bis ich die o.g. Infos zu den Einzelteilen erhalten hatte, vergingen allerdings einige Tage, und so habe ich mich vorab schonmal im Internet umgeschaut, wo ich auf folgende Seite gestoßen bin:
Die dort angebotenen Produkte sind allesamt von der Firma Eemann Tech und ich bin mir sicher, dass es mit deren Upgrade-Kits und den vielen Einzelteilen dieses Shops ebenfalls möglich sein wird, zum gleichen Tuning-Ziel zu kommen. Was mir hier besonders positiv aufgefallen ist, ist die Vielzahl von Abzügen für die Shadow 2, die sogar auf verschiedenartige Fingerlängen abgestimmt sind.
Ich habe übrigens mit beiden Shopinhabern telefoniert – teilweise sogar am Wochenende außerhalb der Öffnungszeiten – und kann nur positiv von deren Beratung berichten.
Für den Fall, dass man den Umbau selbst machen möchte, war bei Practical Shooting Solutions zu einem der Eemann Tech-Produkte ein ausgesprochen hilfreiches Youtube-Video verlinkt, dass ich hier ebenfalls verlinken möchte:
Entschieden habe ich mich für den Shop von Lucky Delta, weil durch das Schießen mit der Waffe des Schützenkollegen einfach schon der Schalter bei mir umgelegt war, ich wollte keine andere Erfahrung mehr machen.
Ein wichtiger Hinweis noch vorab: Die nachfolgenden Teile machen aus meiner Waffe eine SA-Only-Waffe! Wer das nicht haben möchte, kann sich bei Lucky Delta einen entsprechenden anderen Custom-Hammer aussuchen, wird aber auch bei Practical Shooting Solutions fündig werden.
Ultimate Federnsatz & Zündstift, bestehend aus:
Ultimate Hammerfeder/Hammer Spring 12lbs
(Weil ich Wiederlader bin und die ZH von Magtech zuverlässig zünden sollen – Empfehlung v. Lucky Delta)
Schließfeder/Recoil Spring 11lbs
Ultimate Zündstift/Firing Pin + zugehörige Feder/Firing Pin Spring
(Ich denke, die Teile sind aufeinander abgestimmt. Ich kombiniere sie nicht mit Originalteilen.)
Ultimate Schlösschenfeder/Sear Spring
Ultimate Abzugsfeder/Trigger Spring
Sear Spring: Links neu, rechts original
CZ Floating Trigger Pin
Dieser Pin ersetzt den originalen „Trigger-Pin long“ des Abzugs. Er besitzt in der Mitte eine Verjüngung, um die Montage der Abzugsfeder leichter zu gestalten.
Sear Pin Hartmetall poliert
Dieser Pin ist im Außendurchmesser besser an die Bohrung angepasst, wodurch sich Spiel minimieren lässt (Info & Empfehlung Lucky Delta).
Hammer Pin/Trigger Pin Short
Man kann hier auch den originalen Pin wiederverwenden, aber da er in der vom Schützenkollegen übermittelten Liste war, ist er mit in den Warenkorb gewandert. Der Kauf dieses zusätzlichen Pins hat mir später noch den Tag gerettet, mehr dazu weiter unten.
Custom Hammer SA CZ75 TS Orange
Keine Angst, der passt ohne Nacharbeit in die Shadow 2. Es entfällt allerdings der sogenannte Unterbrecher (es gibt an diesem Hammer einfach keine dritte Bohrung mehr, an dem der Unterbrecher montiert werden könnte), weshalb die Waffe nach dem Umbau nicht mehr Double Action schießen kann.
Hammer: Links der originale, rechts der neue der TS Orange
SA Abzug Tactical Sports, schwarz
Der SA-Trigger (er ist komplett gerade) war leider nicht mehr lieferbar, so habe ich diese Alternative gewählt. Auch hier kann man den Vorzugsweg und den Trigger Reset mittels Madenschrauben einstellen. Die breite Auflagefläche für den Abzugsfinger kann dabei helfen, Abzugsfehler zu verindern.
Kimme SW verstellbar
Hier war nur der Wunsch nach mehr Komfort ausschlaggebend, auch die Seitenverstellung endlich mal per Klickverstellung machen zu können.
Sonstiges
Mit 5 Stück Ersatzpuffern der Dicke 2mm und einer weiteren Zündstiftfeder, die ich noch versehentlich im Warenkorb hatte, bin ich auf eine Rechnungssumme von knapp 315€ inklusive Versand nach Deutschland gekommen. Drei kleine Madenschrauben gab es freundlicherweise noch kostenlos dazu.
Hilfsmittel/Werkzeuge
Zuallererst muss ich mal das oben verlinkte Video von Eemann Tech loben! Es zeigt alles, was wichtig ist und ist eine wirklich hervorragende Anleitung, den Umbau auch selbst zu machen. Das Video ist auf englisch – wer die Sprache weniger gut versteht, wird dafür aber mit einer sehr detailreichen Anleitung entschädigt. Es zeigt zudem die Verwendung zweier sinnvoller Werkzeuge für die Platzierung von Abzugsfeder und der Feder des Sears beim späteren Zusammenbau. Beide Werkzeuge erleichtern die Arbeit, kosten aber auch jeweils knapp unter 30€ in beiden Onlineshops. Ich hab´ auf einen Kauf beider Werkzeuge verzichtet und es beim Wiedereinbau der Sear Spring – aber speziell beim Wiedereinbau der Abzugsfeder – ganz schön bereut.
Ansonsten habe ich die Demontage mit einem Satz Durchschläge, einem Hammer, einem feinen Elektroniker-Schlitzschraubendreher, einer Pinzette und meinem Dental-Werkzeug in knapp 40 Minuten erledigt.
Weitere Infos:
Ein wichtiger Punkt zum Thema Zusammenbau der Pistole: Es geht wirklich jeder Pin ohne nennenswerte Gewalt wieder zurück in seine Bohrung. Den Hammer habe ich später zugunsten eines Kunststoffklotzes beiseite gelegt und fortan damit die Pins eingeschlagen. Sollte ein Pin mal nicht bündig in seiner Bohrung verschwinden wollen, ist er so gut wie immer nicht mit seiner Bohrung fluchtend. Das ist meist dann der Fall, wenn die Bohrung durch zwischenligende Teile oder Ausfräsungen unterbrochen ist.
Zum Einstellen beider Madenschrauben am Abzug empfiehlt Lucky Delta hochfeste Schraubensicherung zu verwenden. Jene Schraube für den Vorzugsweg ist dabei schwierig einzustellen, weil man sie lediglich von oben bei demontiertem Schlitten erreichen kann. Man muss bei dieser Schraube also zügig mit dem Zusammenbau und der Erprobung sein, bevor der Klebstoff trocknet. Lucky Delta empfielt hier, einen Vorzugsweg von 1,5-2mm zu belassen.
Auch die Schrauben der Griffschalen waren mit Klebstoff gesichert. Dem Kraftaufwand beim Öffnen zufolge schätze ich, dass hier nur „normale“ Schraubensicherung verwendet wurde.
Der im Youtube-Video sogenannte Hammer Pin-Pin, also der Pin zur Sicherung des Hammer-Pins (links), lässt sich leicht mit dem Trigger-Pin/Hammer Pin (rechts) verwechseln, weil die Durchmesser übereinstimmen.
Montage der Sear Spring ohne Spezialwerkzeug
Verdammt nochmal – ich hab´ locker eine ganze Stunde herumprobiert, bis ich geschnallt habe, dass der Zusammenbau mit herkömmlichem Werkzeugen gar nicht zu schaffen ist!!! Ohne Gewalt kommt man nicht weiter, als man es auf dem nachfolgenden Bild sehen kann. Die Feder stellt sich minimal schräg und die erste Federwindung will sich einfach nicht über den Pin zentrieren lassen. Das Bild zeigt den Sear von unten.
Nach einer Pause ist mir dann die entscheidende Idee gekommen:
Die neue Sear Spring ist im Durchmesser ja etwas kleiner, man kann es oben am Bild bei der Komponentenbeschreibung sogar erkennen. Die Feder mit einer Pinzette so einzulegen, dass das kleine Federbein vorgespannt ist und nicht nach unten durchfällt ist schon ein kleines Geduldsspiel für sich. Durch die gesamte Feder (mit ihrem kleineren Innendurchmesser) aber dann noch den „Sear Pin Hartmetall poliert“ korrekt zu führen, ist eigentlich unlösbar. Ich habe mir damit beholfen, dass ich den originalen Sear Pin von CZ einfach gleichzeitig von der anderen Seite her eingeführt habe. Der Sear wird dabei schonmal perfekt ausgerichtet. Die neue Sear Spring wird dann in die Lücke zwischen den Pins zugeführt (ein klein wenig Druck von oben auf die Windungen ist schon notwendig) und vorläufig mit dem originalen Sear Pin von CZ zentriert, bis man mit diesem auf den „Sear Pin Hartmetall poliert“ stößt. Mit dem originalen Sear Pin ist mir die Zentrierung durch die neue Sear Spring stets leichter gefallen, vielleicht besitzt dieser ja ein wenig mehr Fase, sodass die Feder besser drüberrutscht? Jedenfalls kann jetzt auf den „Sear Pin Hartmetall poliert“ geschlagen werden, bis der originale Sear Pin komplett ausgetrieben ist. Durch die gegenüberliegende Zentrierung mittels altem Sear Pin (Bild unten, links) flutscht der neue (Bild unten, rechts) regelrecht durch.
Blauer Pfeil: Richtung der Waffenmündung
Gelber Pfeil rechts oben: Drahtende des langen Schenkels der Sear Spring
Gelber Pfeil unten: Nicht sichtbares Drahtende des kurzen Schenkels der Sear Spring
Montage der Abzugsfeder ohne Spezialwerkzeug
Auch hier habe ich etwas Zeit beim Probieren verloren, allerdings hielt es sich diesmal in Grenzen. Während man bei der Montage des kompletten Sears vielleicht den Gedanken entwickelt hat, den neuen Sear Pin einfach mit einem kräftigen Schlag durch die neue Sear Spring durchzutreiben, kommt man bei der Montage der Abzugsfeder noch nicht mal so weit, dass man diese auch nur annähernd so einlegen kann, dass man einen Pin durchtreiben kann.
Nur mal zur Veranschaulichung:
Grüner Pfeil: Kurzer Federschenkel, der innen am Abzug senkrecht nach unten ragen muss
Gelber Pfeil: Langer Federschenkel, der in die Auskerbung (Flucht mit gelber Linie) eingelegt sein muss
Blaue Pfeile: Die Achse der dann vorgespannten Feder (!) muss auch noch mit den Bohrungen von Abzug und Griffstück fluchten, damit am Ende der Pin durchgetrieben werden kann.
Probiert´s ruhig mal aus und macht Euch anschließend auf die Suche nach der weggeflogenen Abzugsfeder…
Auch hierfür habe ich eine Lösung gefunden, aber glücklicherweise nur, weil ich zufällig einen „Hammer Pin/Trigger Pin Short“ gekauft habe (s.o. Bestelliste), den ich normalerweise nicht gebraucht hätte. Ich habe diesen Pin speziell für den neuen Custom-Hammer gekauft und später erst gemerkt, dass er identisch mit dem Pin des originalen Hammers von CZ war. Die Namensgebung im Shop von Lucky Delta ist aber auch nicht zufällig: Der gleiche Pin kommt ebenso in den Abzug rein, siehe nachfolgendes Bild, gelber Pfeil. Aber damit nicht genug: Die obere Bohrung des Abzugs (blauer Pfeil; hier kommt normalerweise der „Trigger Pin long“, bzw. der „CZ Floating Trigger Pin“ durch und steckt ebenfalls auch noch im Griffstückgehäuse) besitzt zufällig den gleichen Durchmesser, wie die untere Bohrung.
Das habe ich mir zunutze gemacht und hier den überzähligen „Hammer Pin/Trigger Pin Short“ eingesetzt (im weiteren Verlauf „provisorischer Pin“ genannt), die Feder damit schonmal zentriert, bzw. befestigt und sogar das kurze Federbein im Abzug etwas vorgespannt.
Der Abzug wird dann eingesetzt und im Griffstück ausgerichtet. Auch der „Trigger Pin long“ (original) oder „CZ Floating Trigger Pin“ (neu) wird in eine Bohrung am Griffstück eingesetzt. Jetzt ist eine starke Lichtquelle hilfreich, die durch die andere, freie Pin-Bohrung im Griffstück erkennen lässt, wann der provisorische Pin im Abzug mit der Bohrung im Griffstück fluchtet. Ist das der Fall auf der Seite, die man aktuell betrachtet, ist das auch auf der abgewandten Seite der Fall, in der der lange Trigger Pin bereits halb eingesteckt wurde. Jetzt kann das gesamte Griffstück mit allen zuvor eingesetzten und ausgerichteten Teilen z.B. auf die Tischplatte gedrückt werden, wodurch sich der lange Trigger Pin weiter eindrückt und letztendlich den provisorischen Pin im Abzug in Richtung des Betrachters verdrängt. Mit ein paar weiteren leichten Schlägen auf den langen Trigger Pin lässt sich der provisorische Pin dann komplett durchtreiben.
Noch ohne den Schlitten zu montieren, können jetzt noch alle Madenschrauben am neuen Abzug erreicht werden, um Vorzugsweg und Trigger Reset einzustellen.
Äußerlich sichtbar nur am Abzug verändert, sieht die Shadow 2 nun so aus:
Nachtrag
Bei der ersten Erprobung kam es manchmal vor, dass eine Patrone über den Abzug nicht mehr abgefeuert werden konnte, obwohl der Repetiervorgang der Patrone problemlos war. Das kam davon, dass ich den Vorzugsweg am Abzug zu knapp eingestellt habe. In diesem Zustand entladen und mit demontiertem Schlitten habe ich die entsprechende Madenschraube dann weiter nach links gedreht. Ein leises Klicken und es war deutlich, dass der Abzug wieder funktioniert. Zur Sicherheit habe ich noch eine viertel Umdrehung weiter gedreht und ich bin froh, dass ich die Madenschrauben nicht schon vor der Erprobung im scharfen Schuss mit der Schraubensicherung eingeschraubt habe!
Die Schraube zur Einstellung des Vorzugswegs ist im nachfolgenden Bild zu sehen. Ist der Abzug erstmal komplett eingebaut, kann diese Madenschraube nicht mehr verloren gehen, da sie beim Versuch komplett herauszudrehen, an der gekennzeichneten Stelle vom Metallbügel blockiert wird.
Funktioniert die Waffe im scharfen Schuss zuverlässig, sollte die Position des Abzugszüngels vor dem Herausdrehen der Schraube markiert werden, ich habe das mit Malerkrepp und einem Stift folgendermaßen erledigt:
Um jetzt noch an das Gewinde der Schraube zu gelangen, musste ich mir mit einem sehr dünnen Pinsel aus Modellbauzeiten behelfen. Es reicht wirklich eine kleine Menge Schraubensicherung. Eine halbe Umdrehung weiter und man erreicht dann auch die andere Seite des Gewindes mit der Schraubensicherung. Ich habe folgendes Produkt von Loctite verwendet (hochfest, Farbe ist grün):
Der letzte Schritt war, auch noch die Schraube des Trigger-Resets einzukleben. Hier habe ich die Schraube ebenfalls nicht komplett rausgedreht, sondern aus der bereits gefundenen Position um 6 Umdrehung gelöst. Loctite drauf, Schraube rein und fertig.
Nachtrag Oktober 2024
Die Kombination aus Verschlussfeder 11lbs und Hammerfeder 12lbs hat bei mir leider relativ regelmäßig zu Störungen geführt: Ca. alle 15-20 Schuss ist es vorgekommen, dass eine leere Hülse nicht korrekt ausgeworfen wurde, während schon wieder eine neue Patrone zugeführt wurde. Aus diesem Grund habe ich mir eine neue Hammerfeder 10lbs bestellt. Noch bevor diese eingebaut wurde, habe ich wieder die originale Verschluss- und Hammerfeder eingebaut und das Phänomen war komplett verschwunden. Der Einbau der Hammerfeder 10lbs (dann wieder in Kombination mit der Verschlussfeder 11lbs) hat zwar zu einer Verbesserung geführt, allerdings gab es immer noch Auswurfstörungen – jetzt allerdings nur noch ca. alle 40-50 Schuss. Beim eingangs erwähnten Schützenkollegen hat die Kombination Verschlussfeder 11lbs/Hammerfeder 10lbs bis heute keine Probleme bereitet. Es ist natürlich möglich, dass das Phänomen seine Ursache in der selbst geladenen Munition hat, allerdings gehe ich bei der Ladeempfehlung mit 4,0gr. N320 schon fast bis an die empfohlene Maximalgrenze von 4,2gr. Ich werde noch eine Versuchsreihe mit einer 13lbs starken Verschlussfeder durchführen und dann berichten, wie es ausgegangen ist.