Sowohl Marcus als auch ich haben im Schwedenmauser ein Tikka T3x Magazin verwendet. Gleiches gilt logischerweise auch für meine T3x Varmint in 6,5×55 SE als Nachfolge für meinen Schwedenmauser. Die Serie um endlich einen Bullpup Umbau bis zum Ende durchzuziehen und zu dokumentieren beginnt hier TIKKA T3x Bullpup: neues Projekt
Als altes, schwäbisches Sparbrötchen habe ich ein Problem damit 70-80€ für ein Magazin aus Plastik auszugeben. Also habe ich mich daran gemacht ein eigenes, von den Tikka Abmessungen abgeleitetes und damit kompatibles Magazin zu entwickeln und dabei ein vielfaches an Arbeitszeit, Versuch & Irrtum und Material zu versenken. Aber darum geht es hier ja.
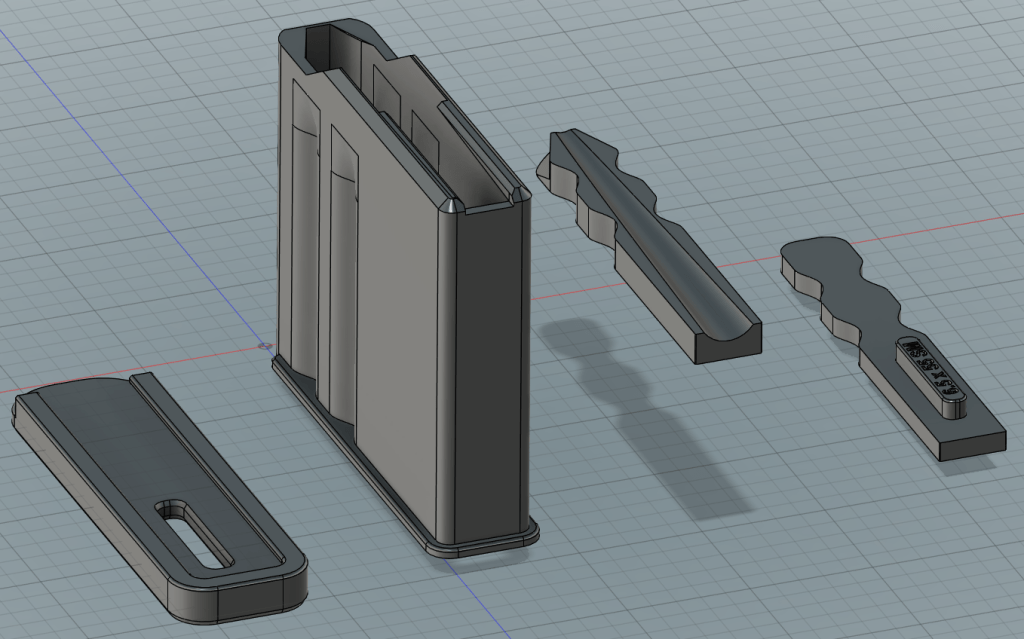
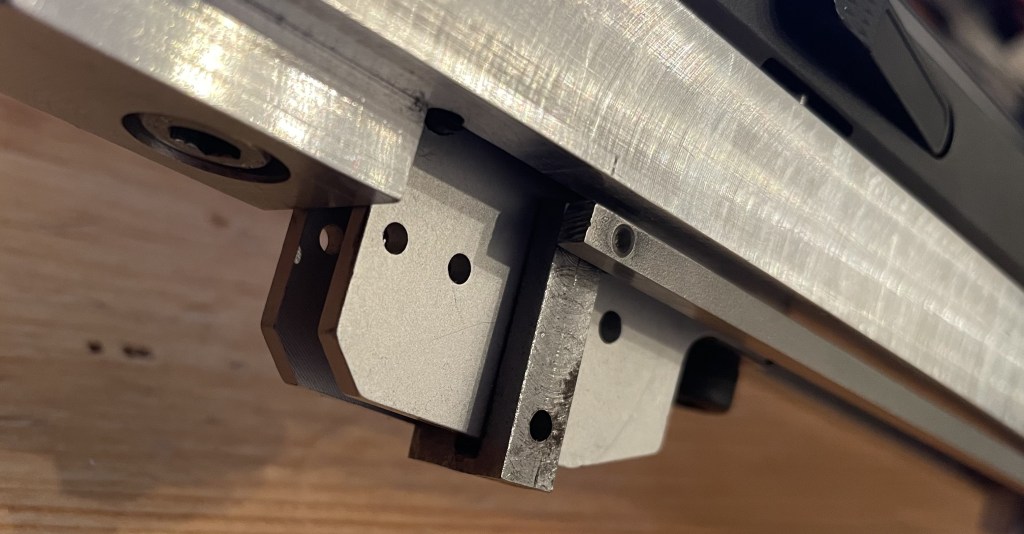
Das Design ist in 3D am Computer entstanden, mit viel vermessen des originalen Magazins als Startpunkt.
Von links nach rechts sind zu sehen die Bodenplatte mit Verriegelungsloch, das Magazingehäuse, der Ladelöffel mit entsprechend gewinkelter, mittiger Rampe für sauberes zuführen und das Verriegelungsstück / Federhalter ganz rechts.
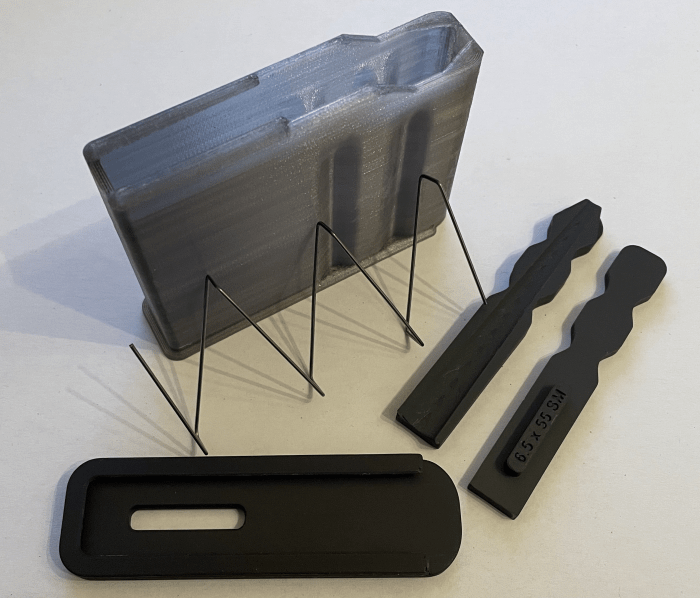
Da ich zwischenzeitlich von einem mittelmäßigen und vor allem langsamen anycubic 3D Drucker auf einen Bambulab X1C umgestiegen war, konnte sich das Druckergebnis, zumal in PLA, sehenlassen. Lediglich mit dem mit rauchfarbenem Magazingehäuse bin ich recht unzufrieden. Die Idee war den Ladestand des Magazin von aussen sehen zu können. Bedingt durch das aufschmelzen und dann wieder verfestigen beim Abkühlen in mehr oder weniger gut verbundenen Schichten ist die Lichtdurchlässigkeit des gedruckten Kunststoff nicht ausreichend für diesen Zweck.
Oberhalb die gedruckten Teile und die, mit Hilfe einer, ebenfalls gedruckten, Schablone, handgebogenen Feder. Mit Fertigstellung des zugehörigen Bullpup Schaft für meine Tikka T3x Varmint werde ich mit einer mehr als 5 Schuss fassenden aber dennoch in der Länge in einem Bullpup handhabbaren Variante, a.k.a. doppelreihig, weitermachen. Unterhalb noch ein Video zu einem Zuführversuch in der Tikka, selbstverständlich mit einer inerten Patrone. Nein, die schwarze Markierung weißt nicht auf eine AP Variante hin sondern kommt noch von der Ermittlung der richtigen Setztiefe für das Geschoss in meinem Gewehr.
Nach dem nicht erfolgreichen Umbau meiner Remington 700 in ein Bullpup Gewehr, das System mit Magazin sitzt hinter dem Abzug und verbessert das Verhältnis von Lauflänge zu Gesamtlänge erheblich zugunsten der Handhabbarkeit des Gewehrs, habe ich mir zum runden Geburtstag eine Tikka T3 Varmint kurz links in 6,5×55 SE gegönnt.
Wie so oft, Gedenke ich auch hieraus eine Serie zu machen, in dieser dokumentiere ich den Fortschritt am Projekt aus den letzten Jahren. Wie so oft bei Prototypen und Arbeit mit begrenzten Fertigungsmöglichkeiten und verfügbarer Zeit, gibt es einige Iterationen im Projekt, auch aktuell befindet es sich wieder in einer Umgestaltung.
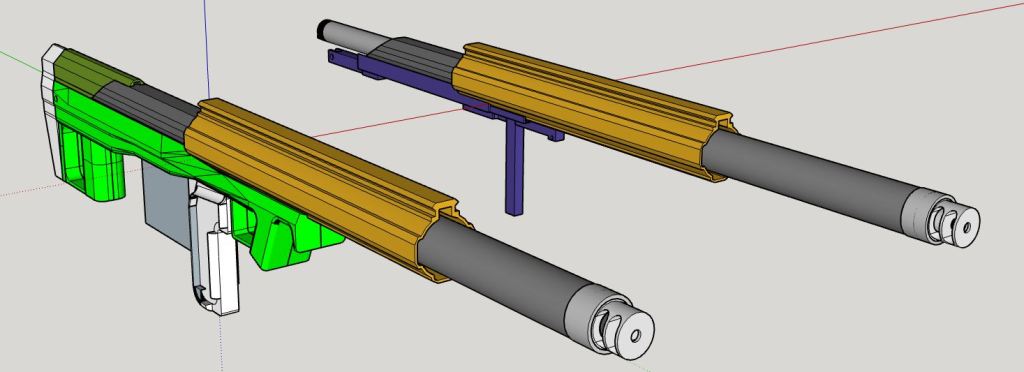
Begonnen hat die Planung noch in Sketchup, zwischenzeitlich bin ich auf Fusion 360 umgestiegen, und sah in den ersten Skizzen so aus:
Blau / lila im Hintergrund ist eine aus Aluminium gefertigte Verbindungschiene, an die alle wesentlichen Teile angeschraubt werden, orange ist ein modifizierter AR-15 Vorderschaft und hell bzw. dunkel grün sind Schaftteile die auf der Fräsmaschine aus POM gefräst werden.
Es entsteht die Verbindungsschiene, Eckpunkte der Ausfräsungen werden vorgebohrt, mittig der für das Magazin (weiss, unterhalb), links am Bildrand der für den Rückstoßstollen ( blau, unterhalb). Zu erkennen ist hier auch schon die geplante V-Bettung die hier noch mit dem 45° Fräser überfräst werden muss. dazwischen die Löcher für die Systemschrauben (rot, unterhalb).
dazu kommen in orange markiert die Bohrung zur Befestigung des AR-15 Vorderschaft, in blau markiert die Ausfräsung zur Aufnahme des Griffs und in schwarz markiert die Bohrungen zur Befestigung der Schaftkappe.
Die Schaftteile werden aus einem massiven POM Block mit der manuellen Fräsmaschine ausgefräst, die markanten Punkte zuvor mittels Bohrungen nach X / Y Koordinaten eingebracht. die Verbindungsschiene aus Aluminium wird in einer passenden Ausfräsung untergebracht.
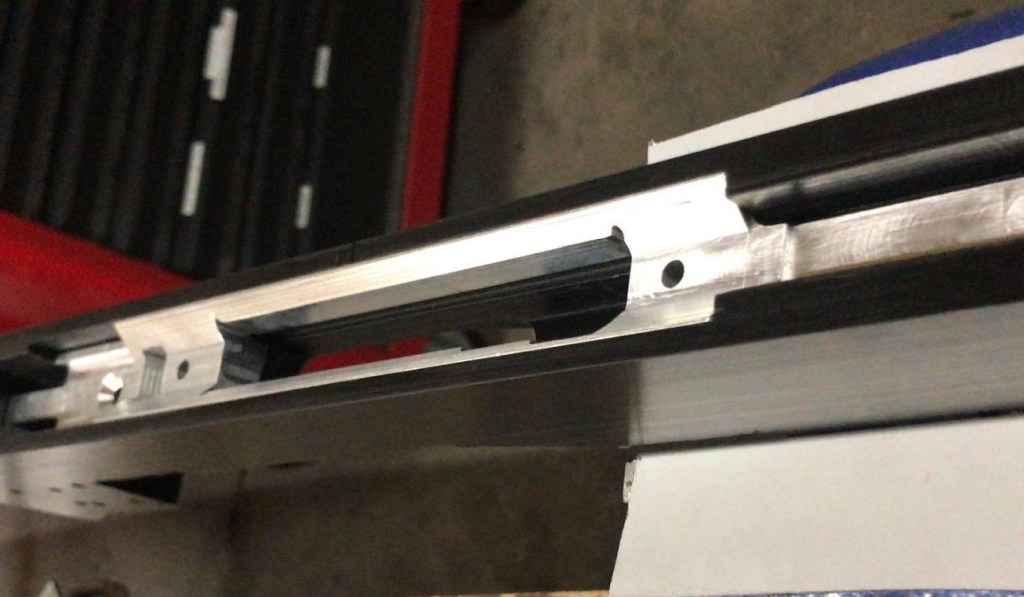
Der Abzug wird mittels Stange nach vorne verlegt, durch die Verlegung der Kontaktpunkte der Abzugsstange nach oben, bewegt sich diese entgegen der Richtung des Abzug. Aus dem Abzug der Tikka wurde das originale Abzugszüngel ausgebaut und durch eines in U-Form ersetzt, das den Kontaktpunkt für die Abzugsstange direkt unterhalb die Systemhülse bringt bzw. die Verbindungsschiene bringt. Auf dem folgenden Bild in gelb markiert der hintere Drehpunkt des „Abzugszüngel“ im Abzugsgehäuse, in rot der vordere am nach vorne verlegten Abzug.
Unterhalb eine Detailaufnahme des neu gefertigten „Abzugszüngel“ im Abzugsgehäuse. Es handelt sich um einen rechteckiges Stück Stahl, welches für die Seitenwand des Abzugsgehäuses eingeschlitzt wurde, mit einer Bohrung für den Stift am Drehpunkt versehen wurde und entsprechend der originalen Fläche in Kontakt mit den internen Teilen des Abzugs geschliffen und poliert wurde.
Für eine bessere Ergonomie beim Repetiervorgang wurde der originale Kammerstängel gegen eine selbst nachgefertigte Variante mit Gewindebohrung parallel zur Achse des Verschlusses ausgetauscht. In diese wird eine seitlich abgebogene Rundstange mit beidseitigem Gewinde eingesetzt. Biegung und Winkel sind dabei so gewählt, das eine gute Handhabbarkeit in relativ weit hinterer Stellung für die repetierende Hand gegeben ist.
Zum Zeitpunkt des Entstehens dieser Variante habe ich einige Artikel zur Dicke und Steifigkeit von Gewehrläufen gelesen und unter anderem auch zur Versteifung durch Hüllrohre mit entsprechend großen Durchmessern um den Lauf. Ich wollte das selbst ausprobieren und habe entsprechende Haltebuchsen aus Edelstahl für ein Carbonrohr gedreht. das Carbonrohr wurde in die hintere Buchse eingesetzt welches selbst auf dem Lauf im Bereich des Patronenlagers aufgestützt war. Das vordere Ende war eine Kombination von einer auf das Laufgewinde aufgedrehten und mit einer 2-Kammer Mündungsbremse gesicherten Buchse mit entsprechend großem Außengewinde knapp unter dem Innendurchmesser des Carbonrohr. Auf dieses wurde eine weitere Buchse mit entsprechendem Innengewinde aufgesteckt. Durch aufschrauben auf das vorgenannten Außengewinde wurde eine Vorspannung im Rohr erzeugt. Letztgenannte sind unterhalb zu sehen.
Stand der Variante 1 zum Tikka T3x Varmint Umbau zu einem Bullpup Repetierer unterhalb.
Dabei soll es aber nicht bleiben, weitere Iterationen in der andauernden Entwicklung dieses Bullpup Gewehrs folgen.
Nach einigen Jahren Abstinenz plane ich in diesem Jahr wieder auf der IWA, stattfindend in gut zwei Wochen, vorbeizuschauen. Natürlich sind allgemeine Neuheiten dabei interessant und auch das ein oder andere Ungewöhnliche wird sich in einer Ecke finden. Aber wie schon bei meinem letzten Besuch im Jahr 2019 (IWA 2019 -Laugo Arms Alien), habe ich ein Produkt ausgewählt, dem ich etwas mehr Aufmerksamkeit widmen möchte.
Das Produkt ist nicht neu, es war auf der letztjährigen IWA vertreten sowie auch auf der diesjährigen shotshow in Las Vegas vor einigen Wochen. Es handelt sich um das „Gungnir Enhanced Rifle System“ von „Ivaldi Industries“ wie es auf der Website beschrieben wird. In den zugehörigen Patenten DE102019135856A1, DE102019132880A1 und DE102019124569A1 kommt es mit dem Anmelder Präzisionstechnik Volkach GbR und den Erfindern Alber, Wilfried und Holthaus, Georg etwas lokaler daher.
Die vordergründigen Eigenschaften des Gewehrs, wie sie auch in Videos von der IWA 2024 bzw. shotshow 2025 zumindest ansatzweise dokumentiert werden, sind:
Multikaliber
Bullpup
Geradezug
So weit so gewöhnlich bzw. in dieser spezifischen Kombination doch etwas außergewöhnlich aber immer noch nicht vom Hocker reißend. Für mich besonders macht dieses Gerät, neben der Kombination die Art und Weise wie diese Eigenschaften umgesetzt und kombiniert werden, die Ingenieur-mäßige Komplexität des Abzugsmechanismus, der absurde Fertigungsaufwand für beispielsweise die integrierte Längenverstellung und der allgemeine Aufwand in der Entwicklung des Systems um es so kurz wie möglich zu machen. Dabei wird maximale Lauflänge in minimaler Gesamtlänge untergebracht und damit, in meiner bisherigen Einschätzung, das Desert Tech SRS übertroffen. Exakte technische Daten konnte ich allerdings noch nicht finden. Dazu kommt meine Vorliebe für alles, was ein Bullpup ist. Mein Projekt Bullpup Remington 700 in den Teilen 1 bis 8 auf diesem blog war dahingehend zwar nicht erfolgreich, ich werde aber in den kommenden Tagen den ersten Beitrag einer neuen Reihe zu einem Tikka T3x basierten Bullpup online stellen.
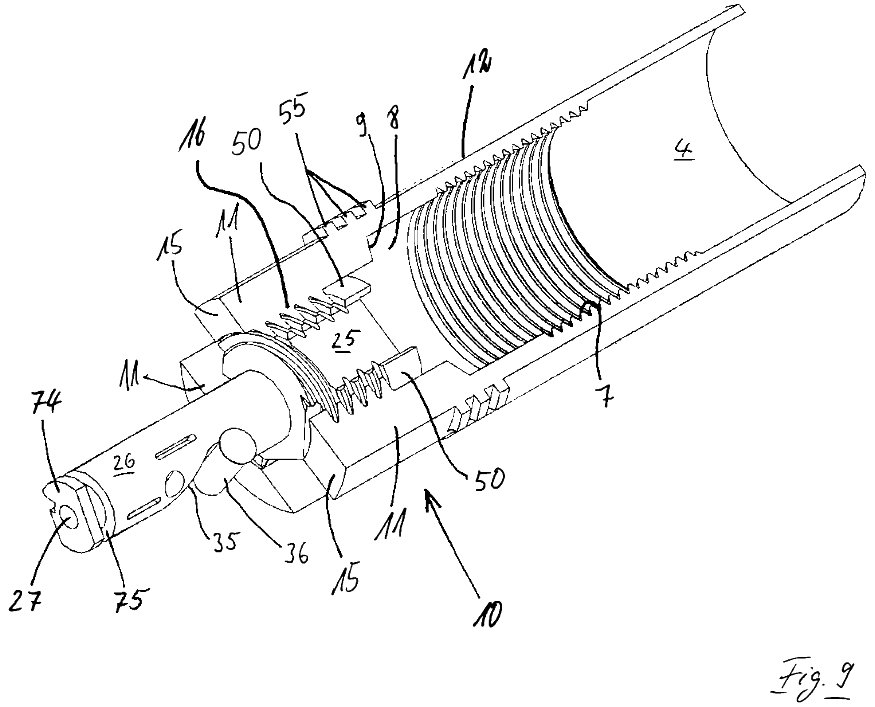
In Bezug auf den Lauf bzw. dessen Einbindung in die Waffe ähnelt das Gungnir ERS einer Desert Tech bzw. anderen Multikaliber Gewehre recht stark. Der Lauf ist mit einer Endhülse, ähnlich einer AR-15 typischen barrel extension, verschraubt, die die Verriegelungsflächen für den Verschlusskopf enthält. Damit ist das alle Komponenten zusammenbringende Chassis nur zur Übertragung der Rückstoßkräfte vorgesehen. Besonders ist dabei, dass die Verriegelungsflächen nicht in der typischen, zur Laufachse senkrecht ausgerichtet sind, sondern schraubenartig mit gewinkelten Flanken ineinandergreifen. Zusätzlich sind diese so ineinander verschränkt, dass die Kräfte die Endhülse zusammenziehen. Gut erkennbar in nachfolgendem Bild aus DE102019132880A1:
Dabei ist 10 die von mir beschriebene Endhülse mit dem regulären Gewinde 7 zur Aufnahme des Laufs, 25 der Verschlusskopf und an diesem die, nach hinten geneigten, Gänge des unterbrochenen Gewindes (16). 55 sind nach meiner Interpretation die Schnittstellen zur Kraftübertragung auf das Chassis des Gewehres.
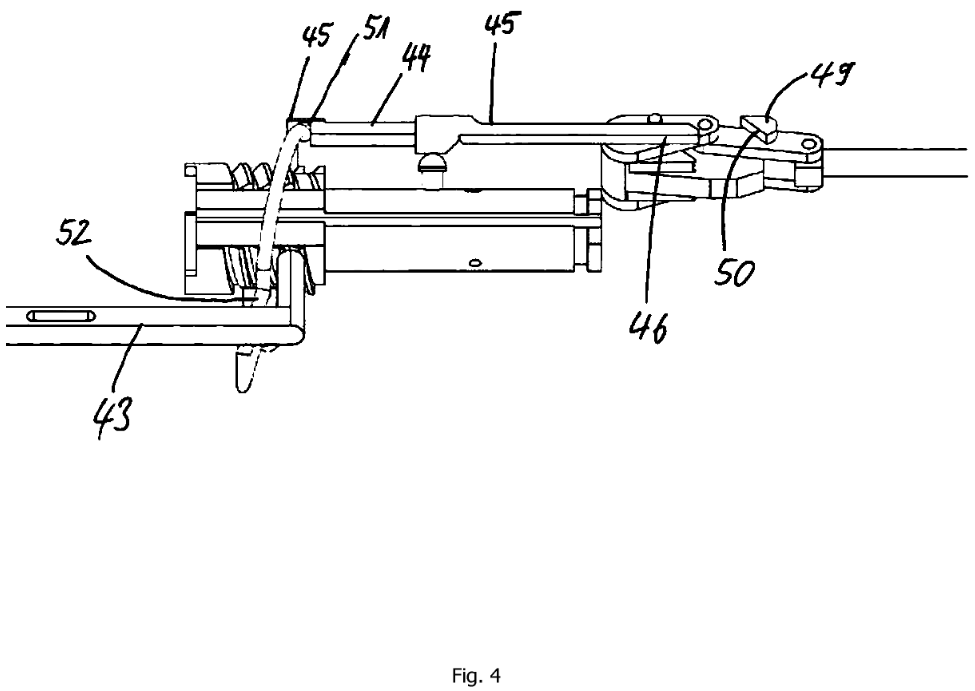
Typisches „Problem“ eines Multikaliber Gewehres ist, dass der Magazinschacht zur Aufnahme des Magazins für das größte Kaliber geeignet sein muss. Das Gungnir ERS wird beworben mit den Kalibern von .223 Remington bis .50 BMG, also einer Spannweite von CIP L6 maximal Längen der Patrone von 57,4mm bis 138,48mm. Um das Gewehr nicht grundsätzlich gut 80mm länger zu machen als es sein müsste, kann das Chassis des Gungnir ERS in der Länge verstellt werden, entsprechende konkave und wellenförmig ausgeführte Rastpunkte, vermutlich gewählt zur Minimierung bzw. Eliminierung von „Spiel“ zwischen den einzelnen Bauteilen. Die nachfolgenden Abbildungen aus DE102019135856A1 zeigen diese im Detail und auch die generelle Konfiguration des Gewehrs mit der Längenverstellbarkeit, um sich an die Abmessungen des Magazins anpassen zu können. Dabei ist der untere Teil des Chassis 5 bzw. 3 sowie Schaftkappe und Unterbau der Wangenauflage 2 statisch, Abzugsgehäuse 4 und Griffstück 7 können verschoben werden. In / auf 4 wird die Aufnahme für Lauf/Laufendhülse eingesetzt, auf / an dieser befindet sich die Montageschiene für Zieleinrichtungen und der Vorderschaft.
Das dritte Patent aus der Reihe DE102019124569A1 widmet sich dem „Schlosssystem“, also allem zwischen Abzug und Schlagbolzen. Das Ganze ist aus meiner Sicht höllisch kompliziert, zwei wesentliche Punkte für mich sind:
Es gibt einen Hammer (im Patent als Schlagstück bezeichnet), dieser sitzt oberhalb der Laufachse, die Bewegung des Abzugs wird über eine Art Ring um den Lauf / Endhülse herum nach oben für die Auslösung des Hammers übertragen.
Der Hammer / das Schlagstück wird in seiner gespannten Position durch die Konstruktion als Kniehebel oberhalb der entsprechenden Hammerfeder gehalten, wenn er in gesicherter Stellung ist. Dadurch wirkt nicht nur die Sicherung mechanisch gegen den Federdruck, der das Schlagstück Richtung Schlagbolzen bewegen will, sondern der Federdruck selbst drückt das Schlagstück in die entgegensetzte Richtung.
Nachfolgend das Schlagstück und zugehörige Teile im entsicherten, gespannten, abgeschlagenen und überstreckten Zustand:
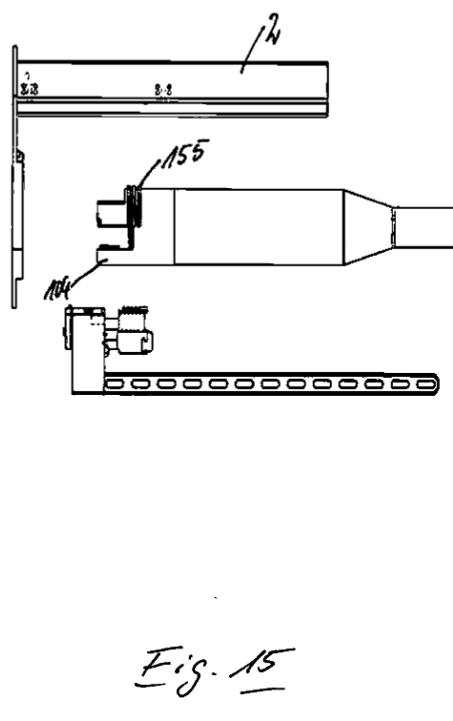
Ein wesentlicher Teil, um ein Bullpup so kurz wie möglich zu halten, ist ein sehr kurzer Verschluss, nach Ansicht von Bildern übertrifft das Gungnir Enhanced Rifle System hierbei meiner Meinung nach das Desert Tech SRS. DE102019135856A1 zeigt in Abbildung 15 den Verschlusskopf im Verschlussträger auf der Führungsschiene mit den Langlöchern zur Befestigung des Schiebegriffs, bei einem regulären Gewehr der Kammerstengel. Nach dem Verschlussträger folgt nur noch eine Abschlussplatte 2 und dann die Schaftkappe, hier nicht abgebildet.
Wesentlich kürzer als das wird es dann nur noch mit einer vertikalen statt horizontalen Verschlussbewegung wie etwa bei einem Steyr ACR aus dem amerikanischen ACR Programm der 1980er Jahre, aus dem auch das H&K G11 hervorging, oder dem sowjetischen TKB-022PM Sturmgewehr.
Ich freue mich in jedem Fall sehr das Gungnir Enhanced Rifle System auf der IWA 2025 hoffentlich etwas genauer unter die Lupe nehmen und gegebenenfalls einige Worte mit den Entwicklern wechseln zu können.
Knapp 6 Jahre, eine Pandemie und einen neuen Job nach Remington 700 wird ein Bullpup: Teil 7 – Diät für V1 => V2 sind einige Iterationen entstanden, die alle nicht zufriedenstellend oder mit den vorhandenen Möglichkeiten nicht umsetzbar waren. Schlussendlich hat die Remington einen „regulären“ Schaft bekommen. Gekauft ist er natürlich trotzdem nicht sondern auch selbst gebaut.
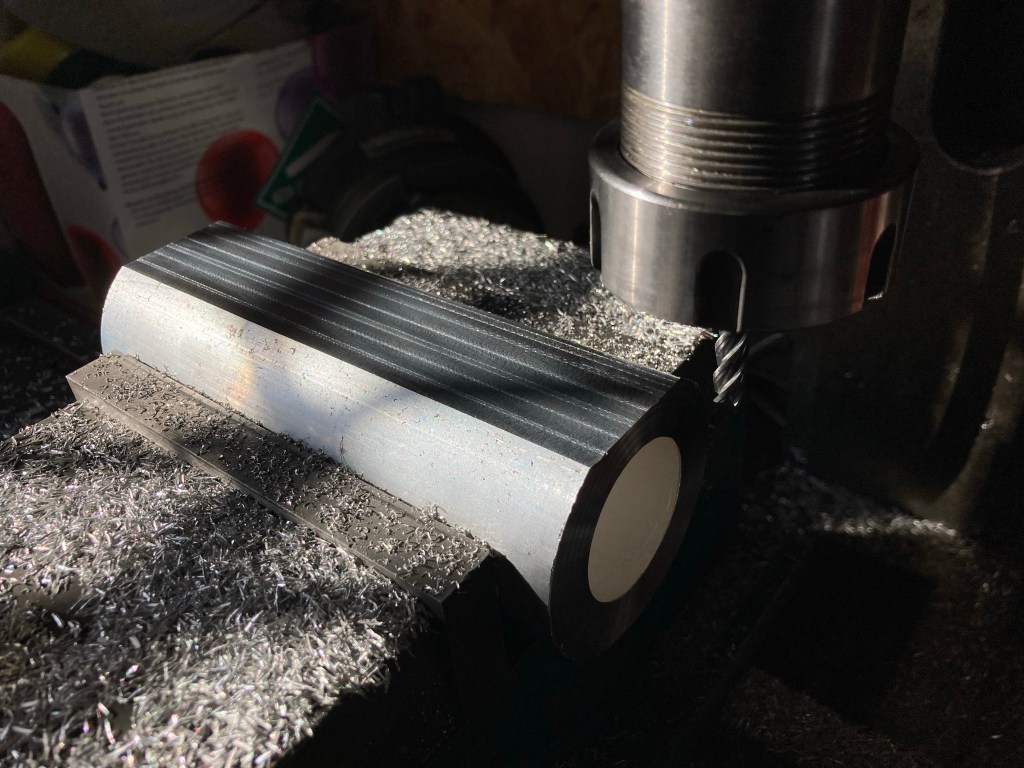
Auf dem Weg zum jetzigen, regulären Schaft gab es einige Zwischenstufe, die Details erspare ich uns. Es war wild. Einer dieser Zwischenstände unterhalb: Da das recoil lug nicht mehr genug Fläche hat, um den Rückstoß aufzunehmen, wurde der zylindrische Lauf vor dem System auf etwa 150mm geklemmt, das System schwingt frei. Ein Klappschaft ist dabei, die wesentlichen Teile sind ein Aluminium Mittelstück, ein Klappscharnier aus Stahl, Hinter und Vorderschaft aus Aluminium und Carbonrohr mit Höhen und Längenverstellung.
An einigen Stellen war die Konstruktion etwas schwach, die Balance grauenhaft. Der unförmige Klemmblock ist im Prinzip bis jetzt geblieben, wurde allerdings durch eine zylindrische Hülse mit Schlitzklemmung ersetzt.
Die Hülse hat 5 Klemmschrauben M6, die die Aluminiumhülse zusammendrücken, zwischen Hülse und Lauf ist eine geschlitzte POM Hülse zur Vibrationsdämpfung. Unterhalb der Hülse sitzt ein Aluminiumblock der in den Schaft eingebettet ist.
Für die Verbindung sorgen 4 Pins in geriebenen Löchern in Block und Hülse, sowie 4 in die Hülse geschraubten Kipp Zentrierspanner. Das sorgt für eine wiederholgenaue, feste aber leicht lösbare Verbindung.
Für den Schaft wurde nach Vorbild der typischen PRS Schäften von Manners, McMillan etc. eine Aluminium Schablone angefertigt und diese dann aus Multiplex ausgefräst, 4 Lagen zusammengeklebt und die Form ausgearbeitet.
Hier ist der Schaft noch „komplett“ mit Hinterschaft, die angedachte Höhen- bzw. Längenverstellung der Wangenauflage und Schaftbacke hat jedoch nicht funktioniert wie gedacht und wurde durch einen abnehmbaren Hinterschaft ersetzt.
Da das „Ausschäften“ zum Transport im 1m-Koffer doch etwas aufwendig ist und Wangenauflage / Schaftbacke, nun ja, keinen Preis für die Optik gewinnen, beginnt das prototyping mit 3D gedruckten Teilen, Vorbereitung des Stahls, das Schweissen und dann das Überfräsen bis zum fertigen Produkt. Auch hier wird über zylindrische Pins und einen Kipp Zentrierspanner mit gearbeitet. wesentlich schneller in der Handhabung als 4 Zentrierspanner und der Drehmomentschlüssel.
Höhe der Wangenauflage ist durch Klemmung verstellbar, hier stellte sich heraus, das der Stahl zu dick und die Finger an der Klemmschraube zu schwach sind. Im Endprodukt sichert ein gedruckter Spacer die Höhe bis die Muße zurückkehrt hier etwas anzupassen. Die Längenverstellung ist per Gewindeschrauben und beidseitig mit Muttern gesichert, von Q The Fix „inspiriert“. Was dem Schaft dann für eine ganze Weile gefehlt hat, ist eine Beschiftung. Die Aluhülse wurde, wie der Hitnerschaft, Pulverbeschichtet, der Teil aus Holz mit Carbonfaser überzogen. Ein Prozess der für mich neu und dementsprechend mittelmäßig erfolgreich war, die Detailbilder erspare ich uns. Natürlich war ich zu faul es zuvor an einem Reststück zu probieren.
Alle Löcher mit Knete verschlossen, der eingeklebte Klemmblock sichtbar.
gelcoat als Grundlage, entgegen der Dokumentation des Herstellers ziemlich transparent.
Carbonfasermatte drauf, Epoxy drüber und dann 4 mal anschleifen und wieder drüber Epoxy drüber Pinseln. durch die Wartezeiten sehr Zeitaufwendig und auch eine Sauerei. Schutzanzug und entsprechende Maske mit FP3 / Chemikalienfilter ist Pflicht, der Raum hatte eine Abluftanlage. Ein nasser Schliff mit 400er Schleifpapier ergibt eine schöne matte Oberfläche.
Und da ist das (momentane… 😉 ) Endprodukt!
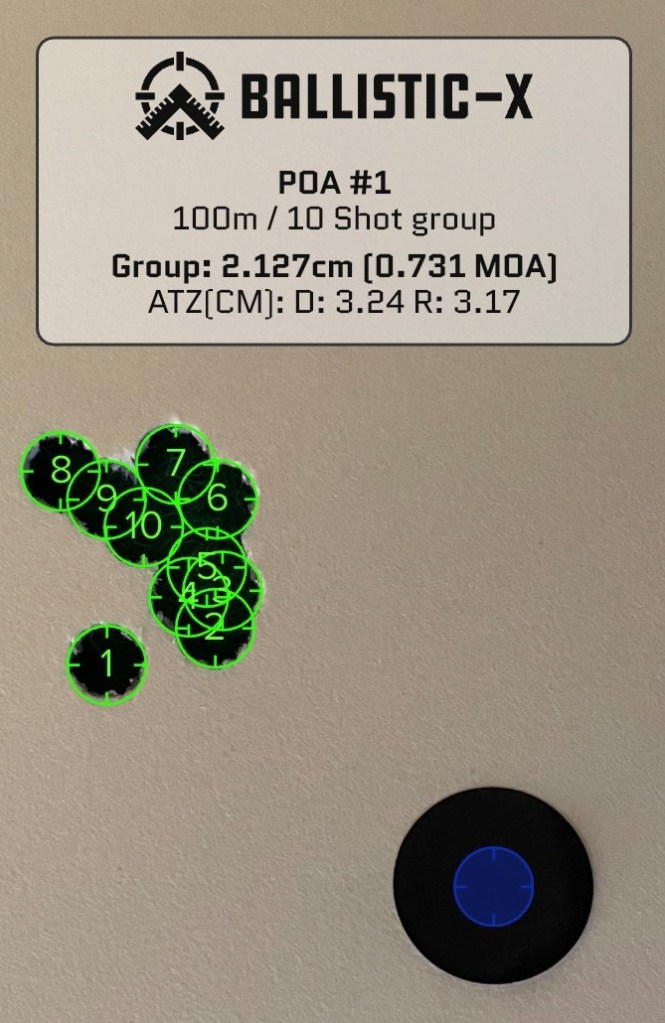
Mit der seit Jahren geschossenen Standardladung hat produziere ich damit diese 10er Gruppe auf 100m, Bild ist gedreht, Schussgruppe ist oberhalb des Schusspflasters.
Für eine neue Ladung, mit etwas mehr Dampf und anderem Pulver ergab sich eine ähnliche Gruppe, auch hier gedreht und absichtlich etwas vom Pflaster weggeklickt im ZF. Seitenstreuung ist mein Unvermögen gerade durch das ZF zu schauen, für Die Höhenstreuung habe ich eine andere Erklärung. Mit dem Garmin XERO Chronograph des Kameraden Jörg habe ich die Geschwindigkeiten aufgenommen und sehr starke Schwankungen festgestellt.
Schuss
Geschossgeschwindigkeit m/s
9
758,7
10
762,6
11
753,7
12
750,5
13
744,4
14
758,2
15
750,5
16
753,4
17
754,7
18
757,0
Mittelwert
754,4 m/s
Spreizung
18,2 m/s
Standardabweichung
5,15 m/s – 16,9 fps
nach Cal Zant von precisionrifleblog.com erreichen die Top PRS Schützen Standardabweichungen von 5 fps und, unter anderem, dadurch die notwendigen 0,3 MOA Gruppen für die Wettkämpfe auf diesem Niveau. Aber auch hier bei uns sind ähnliche oder bessere Ergebnisse nötig, um beispielsweise beim BDMP in der Disziplin ZG3 auf 300m oben mitschießen zu können. So hat es dann mit dem Gewehr auch nur für Platz 19 bei den LM ZG3 2023 gereicht. Es Bedarf wohl noch etwas Arbeit an der Wiederladetechnik.
(ACHTUNG: Die Bezeichnung in der Tabelle und die Nummerierung im Bild stimmen nicht überein!)